Pytanie 1
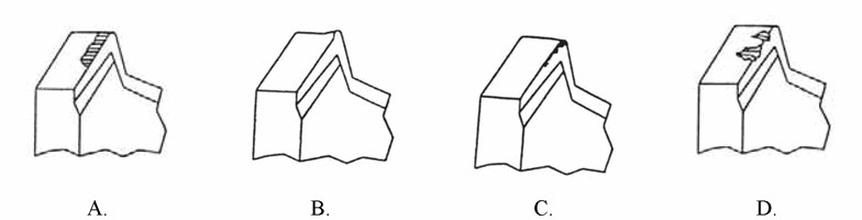
Który z przedstawionych symboli graficznych jest oznaczeniem zabieraka stałego?

A. A.
B. D.
C. C.
D. B.
Wybór symboli B, C lub D jako oznaczenia zabieraka stałego jest wynikiem typowych błędów interpretacyjnych w analizie rysunków technicznych. Symbol B, przedstawiający sprężynę, ma zupełnie inne zastosowanie, gdyż sprężyny stosowane są do gromadzenia energii elastystycznej i są kluczowe w mechanizmach, które wymagają amortyzacji lub siły powracającej. Z kolei symbol C, reprezentujący strzałkę kierunkową, jest używany do wskazywania kierunku ruchu lub siły, co jest istotne w kontekście przepływu energii w układach mechanicznych, ale nie odnosi się do stałego połączenia, które charakteryzuje zabierak. Element oznaczony jako D, mający charakter liniowy, również nie ma nic wspólnego z funkcją zabieraka stałego. Te błędne wybory mogą wynikać z nieprawidłowego zrozumienia podstawowych zasad rysunku technicznego oraz ich zastosowania w praktyce inżynieryjnej. Kluczowe jest, aby w kontekście mechaniki zrozumieć, że każdy komponent ma swoje unikalne zadanie i znaczenie, a ich właściwe rozróżnianie jest niezbędne do prawidłowego projektowania i analizy systemów mechanicznych. Dlatego ważne jest, aby zapoznać się z normami i standardami w tej dziedzinie, co pozwoli uniknąć takich pomyłek w przyszłości.