Pytanie 1
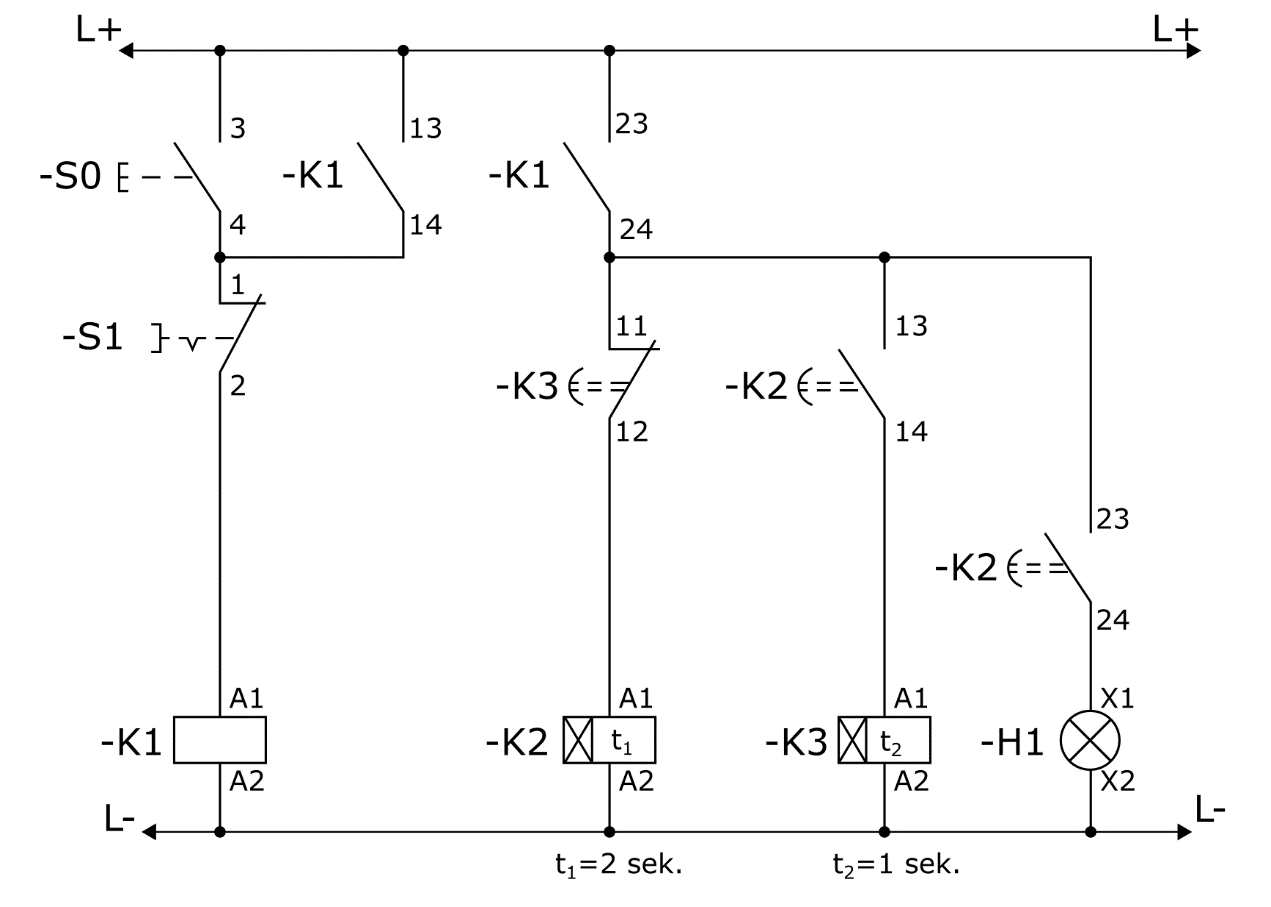
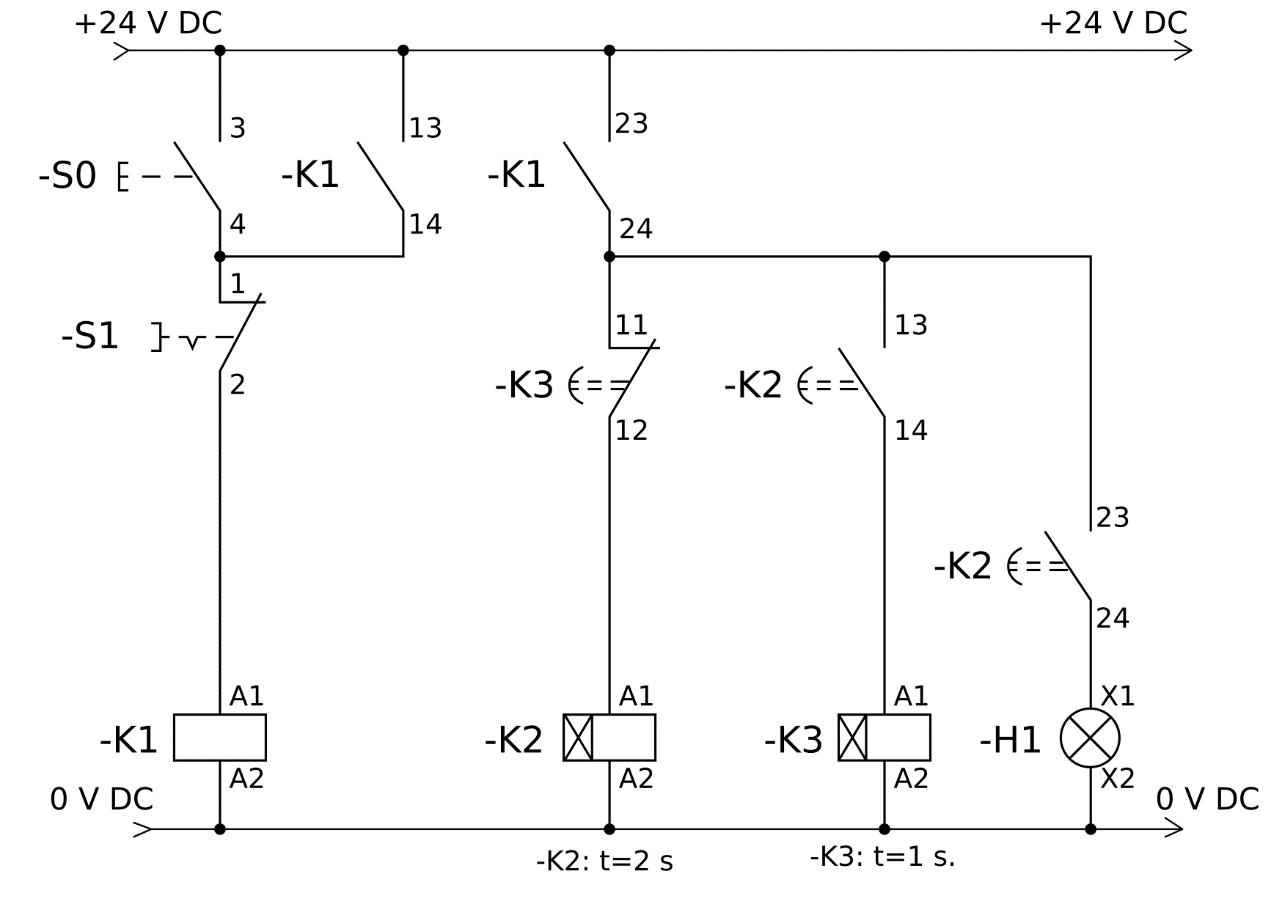
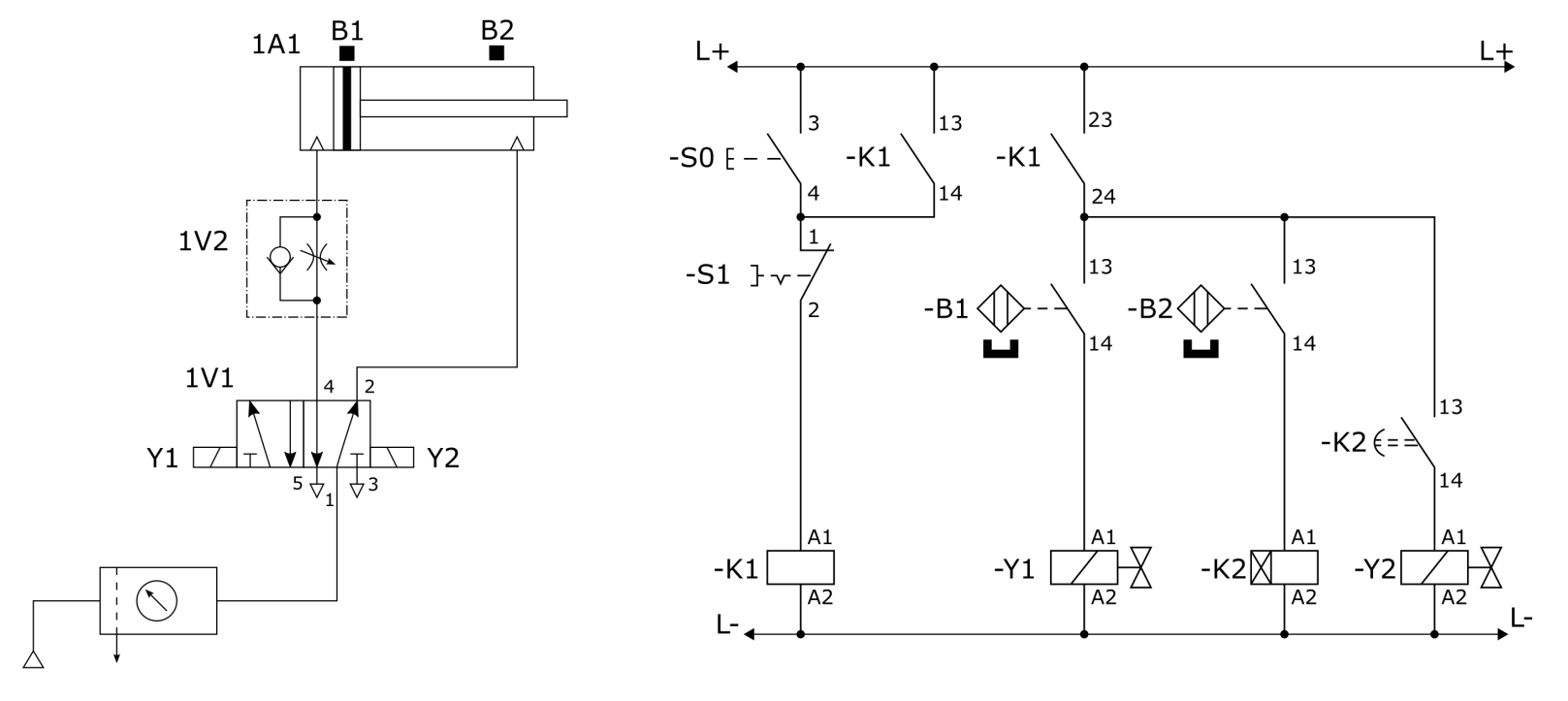
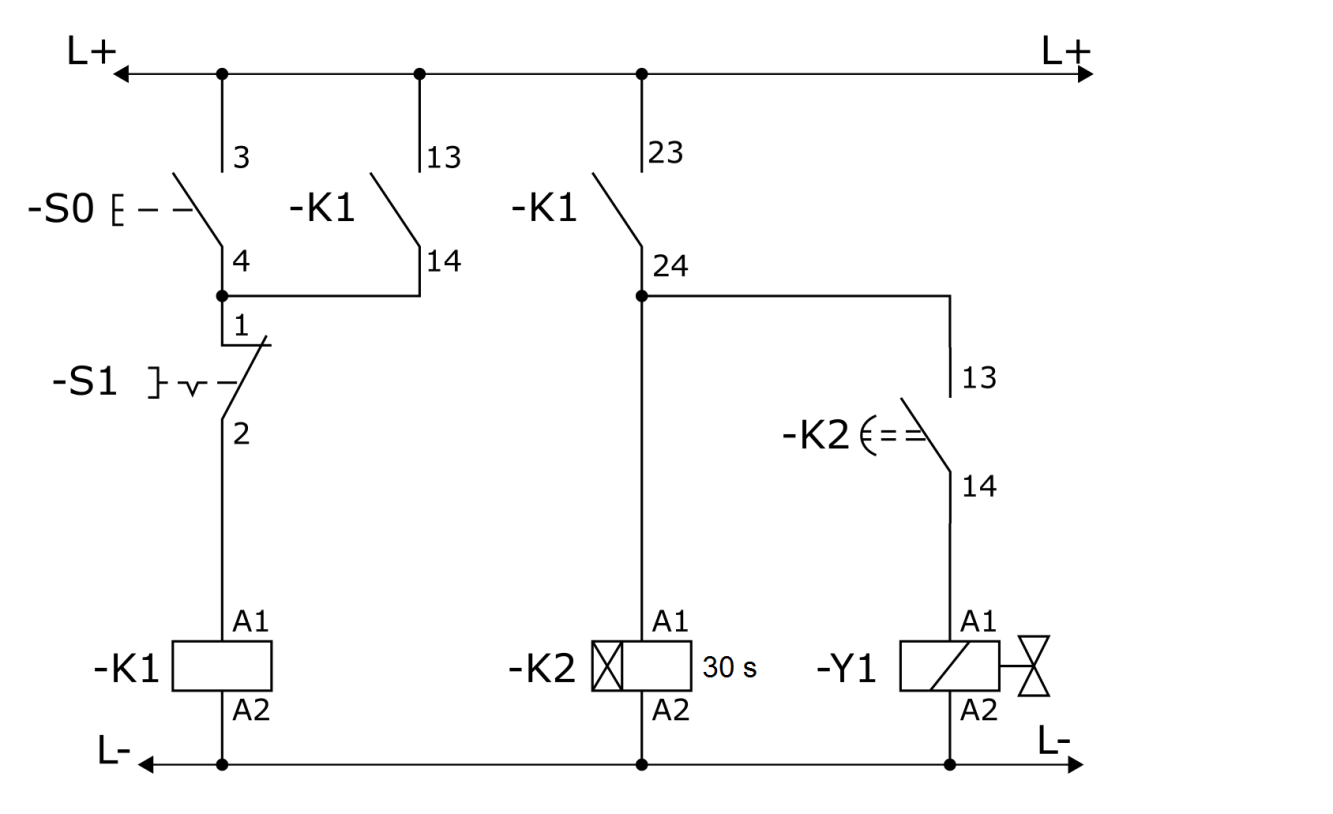
Układ sterowania po naciśnięciu przycisku S0 powinien cyklicznie włączać/wyłączać cewkę elektrozaworu Y1 w odstępach 30 sekundowych. Jedną z możliwych przyczyn niewyłączenia cewki Y1 po 30 sekundach od naciśnięcia przycisku S0 jest uszkodzenie
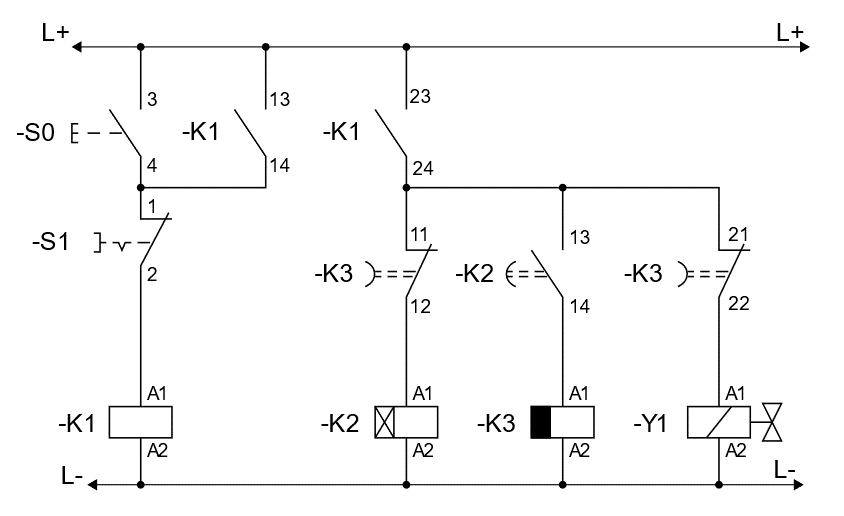
A. zestyk -K3:21-22
B. cewki -K1
C. przycisku -S1
D. zestyk -K1:13-14
W tym rodzaju układów sterowania często pojawia się mylne przekonanie, że przyczyna niewyłączenia cewki Y1 po zadanym czasie może leżeć w innych elementach, takich jak cewki przekaźników czy zestyki podtrzymujące. Przycisk S1 odpowiada wyłącznie za ręczne wyzwalanie działania, więc jego uszkodzenie nie spowoduje problemu z cyklicznym działaniem – raczej uniemożliwiłoby w ogóle uruchomienie układu, a nie wpłynęło na cykl pracy Y1. Cewka K1 jest natomiast odpowiedzialna za podtrzymanie i inicjowanie obwodu, a jej awaria skutkowałaby brakiem jakiejkolwiek reakcji układu, a nie samym brakiem wyłączenia Y1. Z kolei zestyk K1:13-14 pełni funkcję podtrzymania pracy przekaźnika K1 po naciśnięciu S0 – gdyby był uszkodzony, układ nie wystartowałby lub natychmiast by się rozłączył, ale nie wpłynęłoby to na sam mechanizm wyłączenia cewki Y1 po określonym czasie. Typowym błędem jest tu skupienie się na tych elementach, bo z doświadczenia wiem, że często operatorzy i technicy szukają problemów tam, gdzie są one najbardziej widoczne lub łatwo dostępne, a nie uwzględniają czasowych zestyków przekaźników. Prawidłowa diagnoza wymaga spojrzenia na cały proces sterowania jako całość – w tym przypadku tylko uszkodzenie zestyku K3:21-22, który bezpośrednio odpowiada za rozłączanie Y1 po czasie, rzeczywiście może prowadzić do opisanego problemu. Warto więc za każdym razem przeanalizować dokładnie logikę działania sterowania, zamiast od razu wymieniać najbardziej oczywiste elementy.