Pytanie 1
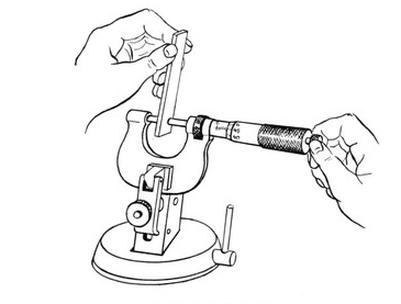
Pomiar przedstawiony na rysunku wykonywany jest
A. suwmiarką.
B. przymiarem kreskowym.
C. średnicówką mikrometryczną.
D. mikrometrem.
Mikrometr jest instrumentem pomiarowym o wyjątkowej precyzji, umożliwiającym dokładne mierzenie niewielkich wymiarów, takich jak grubość materiałów czy średnice małych elementów. Kluczowymi cechami mikrometru są wysoka dokładność, zwykle do 0,01 mm, oraz charakterystyczna konstrukcja z ruchomą szczęką i bębenkiem pomiarowym, który umożliwia odczyt pomiaru. Mikrometry są powszechnie stosowane w inżynierii mechanicznej, obróbce metali, a także w laboratoriach metrologicznych. Przykładem praktycznego zastosowania mikrometru może być pomiar średnicy wałków, co jest kluczowe w produkcji części do maszyn, gdzie niewielkie różnice w wymiarach mogą wpływać na sprawność urządzeń. Stosowanie mikrometru zgodnie z dobrymi praktykami, takimi jak kalibracja narzędzia przed każdym pomiarem oraz odpowiednia technika trzymania mikrometru, zapewnia wiarygodność wyników pomiarów, co jest niezwykle istotne w procesach kontrolnych i wytwórczych.