Pytanie 1
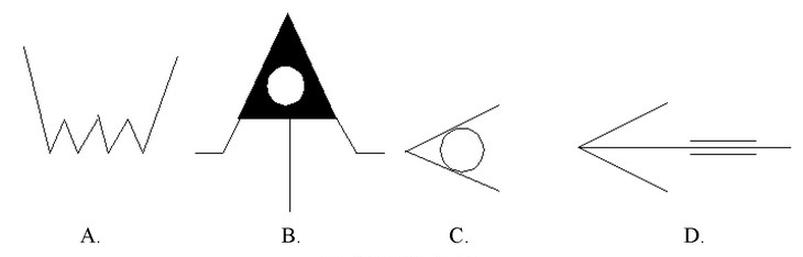
Na rysunku przedstawiono symbol graficzny będący oznaczeniem uchwytu tokarskiego czteroszczękowego
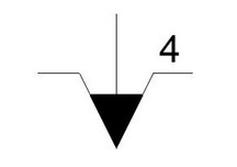
A. z siłą docisku 4 MPa.
B. z napędem hydraulicznym.
C. z mocowaniem ręcznym.
D. z napędem pneumatycznym.
Niepoprawne odpowiedzi, takie jak 'z siłą docisku 4 MPa', 'z napędem pneumatycznym' oraz 'z napędem hydraulicznym', opierają się na błędnych założeniach dotyczących specyfikacji uchwytów tokarskich. Uchwyty tokarskie czteroszczękowe mogą być stosowane w różnych systemach mocowania, ale brak jest jednoznacznych informacji w symbolu graficznym, które wskazywałyby na konkretny typ napędu. Na przykład, uchwyty z napędem pneumatycznym lub hydraulicznym są zazwyczaj używane w aplikacjach, gdzie wymagana jest automatyzacja procesów i większa siła zacisku. Nie można jednak założyć, że wszystkie uchwyty czteroszczękowe posiadają takie funkcjonalności. Odpowiedź mówiąca o 'mocowaniu ręcznym' wskazuje na najczęstszy sposób użycia tych uchwytów, który nie wymaga dodatkowych mechanizmów. Ponadto, przypisanie konkretnej siły docisku do uchwytu bez jego specyfikacji jest mylące, ponieważ siły te mogą się różnić w zależności od zastosowania i materiału obrabianego. Tego rodzaju uproszczenia mogą prowadzić do błędnych wniosków i nieporozumień w praktyce inżynierskiej. Zrozumienie, że uchwyty tokarskie czteroszczękowe są wszechstronne i mogą mieć różne opcje napędu, jest kluczowe dla zastosowań w obróbce skrawaniem.