Pytanie 1
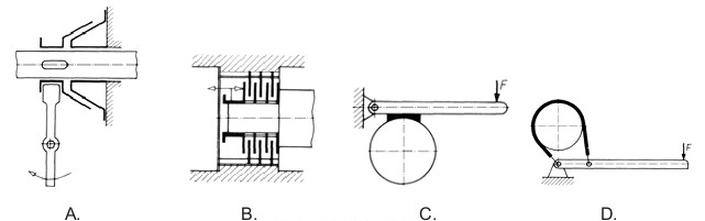
Na którym rysunku przedstawiono hamulec klockowy?
A. B.
B. A.
C. D.
D. C.
Patrzysz na rysunek oznaczony literą 'C' i to właśnie on pokazuje hamulec klockowy. To jeden z najpopularniejszych typów hamulców, często wykorzystywany w różnych pojazdach i maszynach przemysłowych. Jak to działa? No, to jest proste – klocki hamulcowe dociskają się do tarczy, co pozwala na zatrzymanie lub spowolnienie obrotów. Hamulce klockowe są fajne, bo są skuteczne i łatwe do wymiany oraz konserwacji. Możesz spotkać je w autach, rowerach, a nawet w niektórych maszynach fabrycznych. A bezpieczeństwo? No jasne, są regulowane przez standardy takie jak ISO 9001, co zapewnia, że działają jak trzeba i długo. Dla inżynierów mechaników i techników samochodowych znajomość tych hamulców jest mega ważna, bo to wpływa na bezpieczeństwo pojazdów.