Pytanie 1
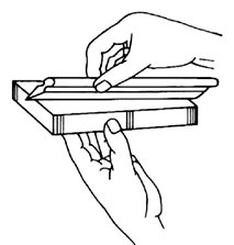
Na rysunku przedstawiono proces wiercenia z mocowaniem przedmiotu obrabianego za pomocą

A. pryzmy z chomątkiem.
B. konika tokarskiego.
C. zabieraka czołowego.
D. imadła ślusarskiego.
Prawidłowa odpowiedź to pryzmy z chomątkiem, które są kluczowym elementem procesu wiercenia. Pryzma to narzędzie, które umożliwia stabilne mocowanie przedmiotów o cylindrycznym kształcie, co jest niezbędne do uzyskania precyzyjnych wyników obróbczych. Chomątko, jako element dociskający, zapewnia dodatkowe wsparcie, eliminując ryzyko ruchu obrabianego elementu podczas wiercenia. W praktyce, użycie pryzm z chomątkiem jest szczególnie zalecane w obróbce metalu, gdzie wymagana jest wysoka precyzja, a każdy ruch może wpłynąć na jakość końcowego produktu. Standardy branżowe, takie jak ISO 9001, podkreślają znaczenie właściwego mocowania elementów w procesach obróbczych, co wpływa na jakość i bezpieczeństwo pracy. Zastosowanie pryzm z chomątkiem w warsztatach mechanicznych jest powszechne, a ich odpowiednie ustawienie i wykorzystanie są kluczowe dla osiągnięcia optymalnych rezultatów.