Pytanie 1
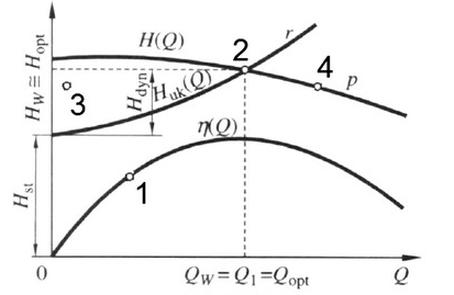
Punkt charakteryzujący prawidłowo pracującą pompę jest oznaczony na przedstawionym wykresie numerem.
Dane z pomiarów kontrolnych czterech pomp ujęto na wykresie: wydajność Q, wysokość podnoszenia H.
A. 2
B. 3
C. 4
D. 1
Odpowiedź jest prawidłowa, ponieważ punkt 2 na wykresie rzeczywiście reprezentuje optymalną sprawność pompy. Warto pamiętać, że na wykresach charakterystyki pomp, krzywa η(Q) ilustruje efektywność pompy w zależności od wydajności. Punkty na tej krzywej pokazują, jak zmienia się efektywność pompy w różnych warunkach pracy. Punkt 2, znajdujący się najwyżej na krzywej, wskazuje na największą sprawność pompy, oznaczaną jako ηopt. W praktyce oznacza to, że przy tej wydajności pompa nie tylko efektywnie przepompowuje ciecz, ale także minimalizuje straty energii. Optymalne punkty pracy pomp są niezwykle ważne w inżynierii, gdyż ich znajomość pozwala na projektowanie systemów hydraulicznych o wysokiej efektywności energetycznej, co jest zgodne z aktualnymi standardami ochrony środowiska. Na przykład, w systemach nawadniających znajomość tych punktów pozwala na optymalizację zużycia energii, co ma kluczowe znaczenie w kontekście zrównoważonego rozwoju. Właściwe wykorzystanie pomp w ich optymalnym zakresie pracy może prowadzić do znacznych oszczędności kosztów eksploatacji oraz przedłużenia żywotności urządzeń.