Pytanie 1
Którym znakiem chropowatości oznacza się powierzchnie nieobrabiane w danej operacji?
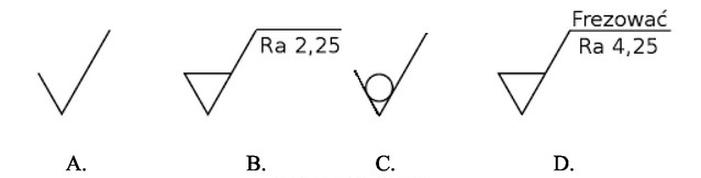
A. B.
B. C.
C. D.
D. A.
Wybór błędnej odpowiedzi może wynikać z mylenia znaków chropowatości oraz ich zastosowania w kontekście obróbki powierzchni. Odpowiedzi, które nie odnoszą się do trójkąta skierowanego w dół, mogą być interpretowane jako oznaczenia dla różnych typów chropowatości, które dotyczą powierzchni obrobionych, a nie surowych. Na przykład, symbol chropowatości z kropkami czy falistymi liniami zazwyczaj wskazuje na wymagania dotyczące jakości powierzchni, które mają być osiągnięte po obróbce. To może prowadzić do nieporozumień w procesie projektowania, gdzie ważne jest, aby wiedzieć, które powierzchnie pozostawić w stanie niezmienionym. Kluczowym błędem myślowym jest założenie, że każdy znak chropowatości jest do siebie podobny, a ich znaczenie jest uniwersalne. Niewłaściwe oznaczenie może prowadzić do błędów w produkcji, co w konsekwencji wpływa na jakość końcowego produktu. Stosowanie właściwych symboli według norm branżowych, jak ISO 1302, jest niezbędne do zapewnienia precyzyjnej komunikacji w zespole projektowym oraz z wykonawcami, co przekłada się na efektywność procesów produkcyjnych oraz redukcję kosztów związanych z błędami w obróbce.