Pytanie 1
Aby włączyć tokarkę, niezbędny jest algorytm najeżdżania na punkt odniesienia (bazowy obrabiarki)
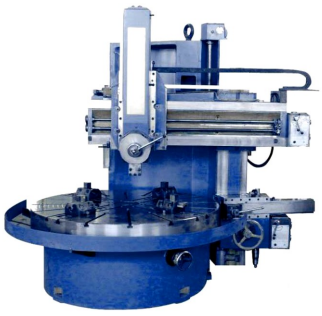
A. tarczowej płytowej
B. sterowanej numerycznie
C. rewolwerowej suportowej
D. uniwersalnej kłowej
Odpowiedź dotycząca tokarki sterowanej numerycznie (CNC) jest prawidłowa, ponieważ w przypadku tych maszyn algorytm najazdu na punkt referencyjny jest kluczowym krokiem w procesie przygotowania do obróbki. Tokarki CNC wymagają precyzyjnego określenia pozycji narzędzia oraz materiału, co umożliwia automatyczne sterowanie ruchem narzędzi w odpowiednich osiach. Algorytm najazdu na punkt referencyjny ustala punkt zerowy, co jest niezbędne do zachowania wysokiej dokładności i powtarzalności obróbki. W praktyce, po załączeniu maszyny operator musi zainicjować procedurę kalibracji, w ramach której narzędzie jest przemieszczane w kierunku zdefiniowanego punktu, co pozwala na precyzyjne ustawienie całego układu. Znajomość tego procesu jest istotna w kontekście standardów jakości, takich jak ISO 9001, które wymagają dokładności i kontroli w procesie produkcyjnym. Ponadto, w przypadku dokumentacji technicznej oraz szkoleń dla operatorów, zrozumienie zasady działania algorytmu najazdu jest niezbędne do efektywnego zarządzania procesem obróbczy.