Pytanie 1
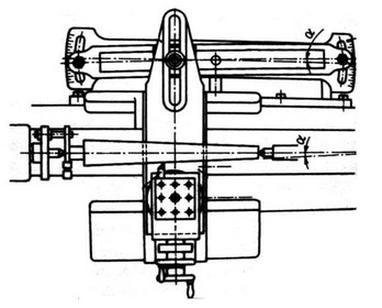
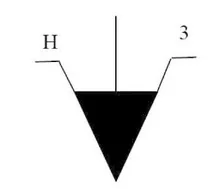
Podcięcie pod kątem 42° należy wykonać nożem oprawkowym o oznaczeniu
A. A.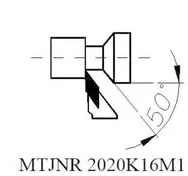
B. D.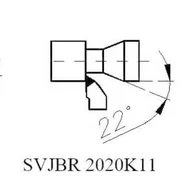
C. C.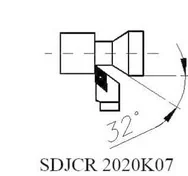
D. B.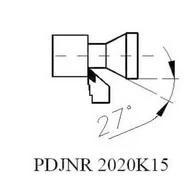
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Podcięcie pod kątem 42° przy użyciu noża oprawkowego oznaczonego literą A jest prawidłowe, ponieważ ten nóż został zaprojektowany specjalnie do precyzyjnych cięć w tym kącie. W praktyce, nóż oprawkowy o takim kącie ostrza jest często wykorzystywany w branży optycznej oraz przy obróbce materiałów wymagających wysokiej dokładności. Użycie noża o odpowiednim kącie ostrza zapewnia nie tylko estetykę cięcia, ale również efektywność pracy, ponieważ właściwe parametry narzędzia minimalizują ryzyko uszkodzenia obrabianego materiału. Kąt 42° jest często stosowany w aplikacjach takich jak cięcie szkła czy innych materiałów, w których precyzyjne dopasowanie jest kluczowe. Warto zwrócić uwagę na normy branżowe, które zalecają stosowanie odpowiednich narzędzi zgodnie z wymaganiami danego zadania, co ma na celu zapewnienie bezpieczeństwa oraz wysokiej jakości wykonania.
Podcięcie pod kątem 42° przy użyciu noża oprawkowego oznaczonego literą A jest prawidłowe, ponieważ ten nóż został zaprojektowany specjalnie do precyzyjnych cięć w tym kącie. W praktyce, nóż oprawkowy o takim kącie ostrza jest często wykorzystywany w branży optycznej oraz przy obróbce materiałów wymagających wysokiej dokładności. Użycie noża o odpowiednim kącie ostrza zapewnia nie tylko estetykę cięcia, ale również efektywność pracy, ponieważ właściwe parametry narzędzia minimalizują ryzyko uszkodzenia obrabianego materiału. Kąt 42° jest często stosowany w aplikacjach takich jak cięcie szkła czy innych materiałów, w których precyzyjne dopasowanie jest kluczowe. Warto zwrócić uwagę na normy branżowe, które zalecają stosowanie odpowiednich narzędzi zgodnie z wymaganiami danego zadania, co ma na celu zapewnienie bezpieczeństwa oraz wysokiej jakości wykonania.