Pytanie 1
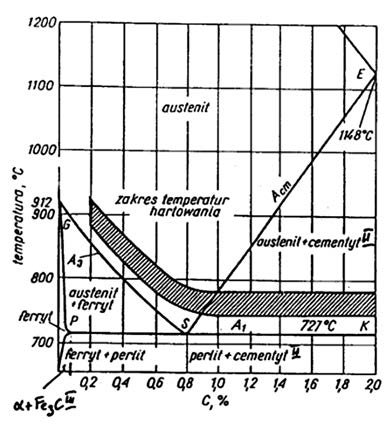
Zakres temperatur 790÷750°C dotyczy hartowania stali o zawartości węgla
A. 0,4%
B. 0,6%
C. 0,2%
D. 0,8%
Moim zdaniem często można się pogubić przy doborze temperatur hartowania, zwłaszcza gdy chodzi o różne stężenia węgla w stali. Dla stali o niższej zawartości węgla, takich jak 0,2% lub 0,4%, temperatury hartowania muszą być zauważalnie wyższe. Wynika to z tego, że im mniej węgla, tym trudniej uzyskać pełną austenityzację i tym wyższej temperatury wymaga taka stal, żeby mogła całkowicie przemienić się w austenit i później w strukturę zahartowaną. Przykładowo, stal niskowęglowa (około 0,2% C) wymaga często nawet ponad 900°C, bo w niższych temperaturach nie zajdzie pełna przemiana strukturalna. Analogicznie, dla stali o 0,4% i 0,6% węgla, właściwe zakresy hartowania to odpowiednio około 850-880°C i 800-820°C. Typowym błędem jest przyjmowanie, że każda stal hartuje się w podobnym zakresie, co wynika z pobieżnej znajomości diagramu żelazo-węgiel. Niestety, takie podejście prowadzi do licznych problemów, bo zbyt niska temperatura nie pozwoli na odpowiednie zahartowanie, a zbyt wysoka – szczególnie dla stali eutektoidalnych – powoduje pogorszenie właściwości przez rozwój zbyt grubego ziarna i niekorzystnych wydzieleń. Praktyka pokazuje, że przy hartowaniu zawsze trzeba dokładnie sprawdzać skład chemiczny, a nie polegać na ogólnikach. Również polskie normy i katalogi producentów stali podkreślają konieczność stosowania innych temperatur dla każdego typu stali, więc warto sięgać po te dane, zamiast kierować się intuicją.