Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 29/40 punktów (72,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którą z wymienionych metod obróbki skrawaniem wykonuje się narzędziem przedstawionym na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę czyszczenia powinno się zastosować podczas montażu elementów hydraulicznych na końcowym etapie?
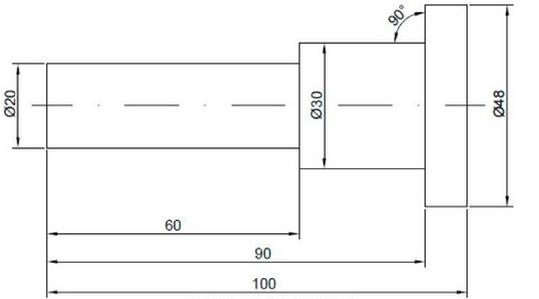
Która z wymienionych zasad wymiarowania nie została zachowana na rysunku?
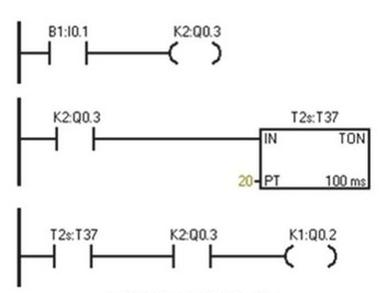
Jaką zmianę należy wprowadzić w zamieszczonym programie na sterownik PLC, aby po 2 s od włączenia sterownika w tryb RUN na wyjściu Q0.2 pojawił się stan wysoki?
W przypadku siłownika zasilanego powietrzem pod ciśnieniem równym 8 barów, który jest w stanie wykonać maksymalnie nmax = 50 cykli/min, a w trakcie jednego cyklu zużywa 1,4 litra powietrza, jakie powinny być parametry sprężarki do jego zasilania?
Aby ocenić jakość obecnych połączeń elektrycznych w urządzeniu mechatronicznym, należy przede wszystkim przeprowadzić pomiar
Zgodnie z zasadą programowania przy użyciu SFC
Aby ustalić, czy system sprężonego powietrza jest dostatecznie szczelny, należy przeprowadzić kontrolę
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie działania regulacyjne w systemie mechatronicznym opartym na falowniku i silniku indukcyjnym należy podjąć, aby obniżyć prędkość obrotową silnika bez zmiany wartości poślizgu?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którego symbolu należy użyć, aby przedstawić łożysko toczne poprzeczne na schemacie kinematycznym mechanizmu?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie fragmentu instrukcji serwisowej wskaż prawdopodobną przyczynę nieprawidłowej pracy urządzenia, jeżeli na jego wyświetlaczu wyświetla się kod błędu E5.
| KODY BŁĘDÓW | ||
|---|---|---|
| Nr | Kod błędu | Problem |
| 1. | E1 | Usterka czujnika temperatury pomieszczenia |
| 2. | E2 | Usterka czujnika temperatury wymiennika zewn. |
| 3. | E3 | Usterka czujnika temperatury wymiennika wewn. |
| 4. | E4 | Usterka silnika jednostki wewnętrznej lub problem z sygnałem zwrotnym |
| 5. | E5 | Brak komunikacji między jednostkami wewn. i zewn. |
| 6. | F0 | Usterka silnika prądu stałego wentylatora jednostki zewn. |
| 7. | F1 | Uszkodzenie modułu IPM |
| 8. | F2 | Uszkodzenie modułu PFC |
| 9. | F3 | Problem ze sprężarką |
| 10. | F4 | Błąd czujnika temperatury przegrzania |
| 11. | F5 | Zabezpieczenie temperatury głowicy sprężarki |
| 12. | F6 | Błąd czujnika temperatury otoczenia jednostki zewn. |
| 13. | F7 | Zabezpieczenie przed zbyt wysokim lub za niskim na- pięciem zasilania |
| 14. | F8 | Błąd komunikacji modułów jednostki zewnętrznej |
| 15. | F9 | Błąd pamięci EEPROM jednostki zewnętrznej |
| 16. | FA | Błąd czujnika temperatury ssania (uszkodzenie zaworu 4 drogowego) |
Długotrwałe użytkowanie układu hydraulicznego z czynnikiem roboczym o innej lepkości niż ta wskazana w dokumentacji techniczno-ruchowej może prowadzić do
W przypadku PLC, odwołanie do zmiennej 32-bitowej powinno być zapisane w formacie rozpoczynającym się literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jak skutecznie programować sterownik PLC w celu sterowania silnikiem elektrycznym?
Jaki krok powinien być wykonany po edytowaniu programu, zanim zostanie on zapisany do PLC?
Który z parametrów nie odnosi się do frezarki CNC?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie niekorzystne zmiany w właściwościach cieczy hydraulicznych można zidentyfikować bezpośrednio w miejscu eksploatacji układu?
Wskaż element funkcyjny, którego zastosowanie w programie sterującym umożliwi bezpośrednie zliczanie impulsów na wejściu PLC?