Pytanie 1
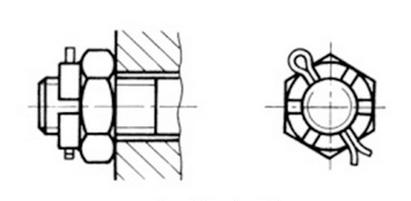
Do odkręcenia śrub imbusowych służy narzędzie przedstawione na rysunku oznaczonym literą
A. A.
B. B.
C. C.
D. D.
Narzedzie oznaczone literą B to klucz imbusowy, który jest dedykowany do odkręcania śrub imbusowych, znanych także jako śruby sześciokątne. Klucz imbusowy charakteryzuje się kształtem litery 'L' i jest dostępny w różnych rozmiarach, co pozwala na dopasowanie go do odpowiednich śrub. W praktyce, klucze imbusowe są powszechnie stosowane w mechanice, w tym w motoryzacji oraz przy montażu mebli, gdzie często napotykamy na śruby imbusowe. Używając klucza imbusowego, można łatwo zastosować moment obrotowy, co minimalizuje ryzyko uszkodzenia zarówno klucza, jak i śruby. Dobrze dobrany klucz imbusowy powinien pasować idealnie do gniazda śruby, aby zminimalizować ryzyko ześlizgnięcia się. W standardach branżowych, odpowiednie narzędzia i techniki odkręcania są kluczowe dla zapewnienia efektywności oraz bezpieczeństwa pracy. Klucz imbusowy jest także często wykorzystywany w zestawach narzędzi profesjonalnych oraz w domowych warsztatach, co czyni go niezbędnym narzędziem dla każdego majsterkowicza.