Pytanie 1
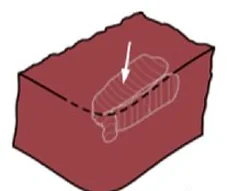
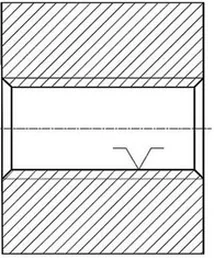
Do kontroli powierzchni oznaczonej zamieszczonym symbolem należy zastosować

A. szczelinomierz.
B. pasametr.
C. twardościomierz.
D. profilometr.
Wybór narzędzia do kontroli powierzchni oznaczonej symbolem chropowatości może być mylny, szczególnie jeśli nie zrozumie się specyfiki pomiarów chropowatości. Pasametr, choć użyteczny w pomiarze kształtu i położenia, nie jest odpowiedni do oceny chropowatości powierzchni, ponieważ koncentruje się na wymiarach dwóch lub trzech wymiarów liniowych, a nie na nierównościach mikrogeometrii. Z kolei szczelinomierz, który służy do pomiaru szerokości szczelin, nie ma zastosowania w ocenie chropowatości, ponieważ jego funkcjonalność ogranicza się do pomiaru odstępów między dwoma powierzchniami. Twardościomierz, natomiast, jest narzędziem do oceny twardości materiałów, co również nie jest związane z chropowatością. Typowym błędem w myśleniu jest założenie, że każde narzędzie pomiarowe może być użyte do każdego rodzaju pomiaru bez uwzględnienia jego specyficznych funkcji i zastosowań. Dlatego ważne jest, aby w procesie oceny jakości powierzchni stosować odpowiednie instrumenty, które zapewnią precyzyjne i wiarygodne wyniki, zgodne z branżowymi standardami.