Pytanie 1
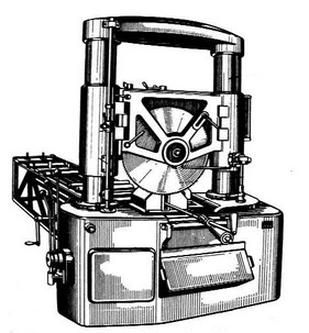
Na frezarce obwiedniowej realizowana jest obróbka
A. wielowypustów wewnętrznych
B. płaszczyzn
C. wielowypustów zewnętrznych
D. rowków wpustowych
Obróbka wielowypustów zewnętrznych na frezarce obwiedniowej to proces, który pozwala na precyzyjne formowanie profili o skomplikowanych kształtach. Frezarki obwiedniowe wykorzystywane są w produkcji elementów, takich jak wały, koła zębate czy różnego rodzaju elementy maszyn, które wymagają dokładnych wymiarów oraz wysokiej jakości powierzchni. Standardy branżowe, takie jak ISO 2768, zalecają precyzyjne parametry obróbcze, co sprawia, że frezarka obwiedniowa staje się idealnym narzędziem do realizacji takich zadań. Przykładowo, w inżynierii mechanicznej, wytwarzanie wałów wielowypustowych o zewnętrznych profilach polega na wykorzystaniu narzędzi skrawających, które obrabiają materiał w sposób ciągły, minimalizując wibracje dzięki odpowiednio zaprojektowanej konstrukcji frezarki. Takie podejście nie tylko zwiększa efektywność produkcji, ale również jakość końcowego produktu, co jest kluczowe w branżach wymagających precyzyjnych wymiarów, jak motoryzacja czy lotnictwo.