Pytanie 1
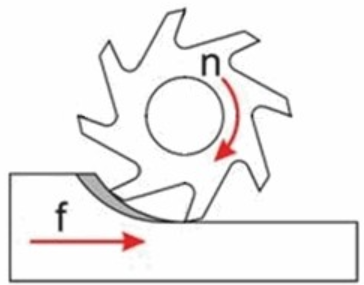
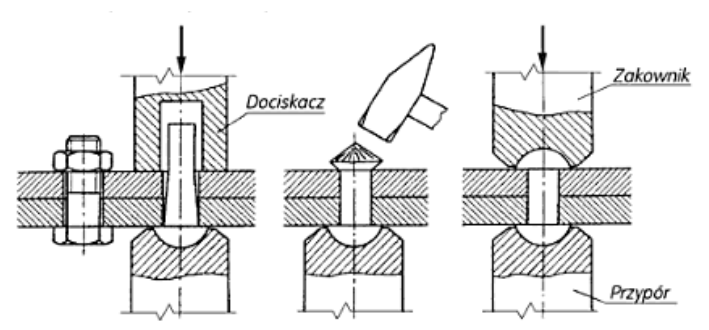
Rysunek przedstawia proces
A. frezowania.
B. nitowania.
C. wiercenia.
D. gwintowania.
Wybrana odpowiedź, nitowanie, jest poprawna, ponieważ proces ten polega na łączeniu dwóch lub więcej elementów za pomocą nitów, które są mechanicznie łączone w wyniku zakuwania. Rysunek przedstawia charakterystyczne elementy, takie jak nit, dociągacz oraz zakuwka, co jednoznacznie wskazuje na ten proces. Nitowanie jest powszechnie stosowane w budownictwie i przemyśle lotniczym, gdzie wymagana jest wysoka odporność połączeń na obciążenia. Standardy ISO dotyczące nitów oraz ich stosowania w konstrukcjach gwarantują bezpieczeństwo i trwałość. Dobre praktyki w nitowaniu obejmują odpowiednie przygotowanie powierzchni połączeń oraz kontrolę jakości używanych materiałów. Proces nitowania może być również stosowany w produkcji mebli metalowych oraz w samochodach, co czyni go uniwersalnym w wielu branżach.