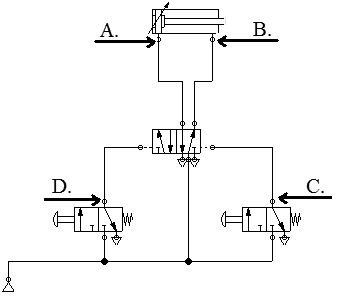
Pytanie 1
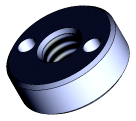
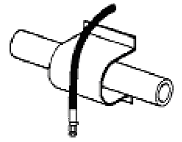
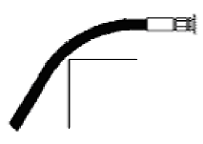
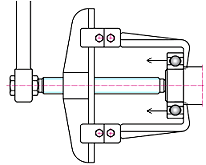
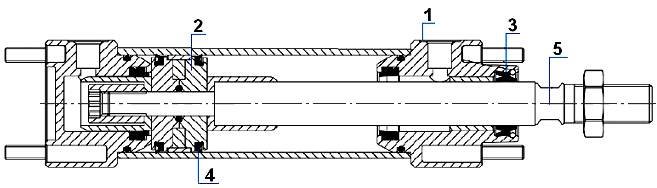
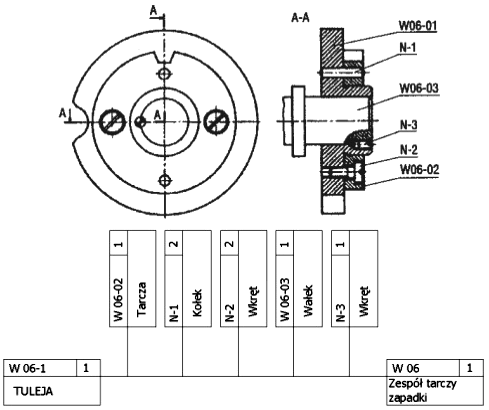
Na podstawie przedstawionego na rysunku planu montażu Zespołu tarczy z zapadki wskaż kolejność montażu jego części.
A. Wkręt, kołek, tarcza, wałek, wkręt.
B. Tarcza, wkręt, kołek, tarcza, wkręt.
C. Tarcza, kołek, wkręt, wałek, wkręt.
D. Tarcza, kołek, wkręt, wkręt, wałek.
Wybór innej kolejności niż Tarcza, kołek, wkręt, wałek, wkręt najczęściej wynika z nieprecyzyjnego przeanalizowania schematu montażowego lub zbyt pobieżnego podejścia do logiki składania mechanizmu. Częstym błędem jest sugerowanie się samą obecnością części na rysunku, bez uwzględnienia, jak dana część łączy się z innymi i w jakiej kolejności to połączenie ma sens praktyczny. Jeśli ktoś zaczyna od wkrętu albo wałka, a nie od tarczy, łatwo może przeoczyć, że tarcza jest elementem bazowym i musi być zamontowana jako pierwsza, żeby w ogóle możliwe było osadzenie kolejnych części. Zdarza się też, że uczniowie mylą role kołka i wkręta – kołek odpowiada za pozycjonowanie, a wkręt za trwałe połączenie, więc zamiana ich miejscami prowadzi do niewłaściwej stabilizacji konstrukcji. Taka kolejność, jak podana w niektórych odpowiedziach, mogłaby powodować, że wałek nie byłby prawidłowo zamocowany lub wkręt nie spełniałby swojej funkcji zabezpieczającej. Typowy błąd myślowy to traktowanie wszystkich elementów jako równorzędnych, podczas gdy w praktyce każdy z nich ma określoną funkcję w strukturze zespołu. Dla utrwalenia warto zawsze sprawdzać, które części muszą być zamontowane wcześniej, żeby kolejne mogły prawidłowo współpracować – to jedna z podstawowych zasad dobrej praktyki warsztatowej i montażowej, szeroko podkreślana w branżowych instrukcjach i kursach zawodowych.