Pytanie 1
Poprawność wykonania operacji hartowania, należy sprawdzić wykonując pomiar
A. składu chemicznego warstwy wierzchniej materiału.
B. grubości warstwy zahartowanej materiału.
C. temperatury materiału po operacji hartowania.
D. twardości powierzchni materiału zahartowanego.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
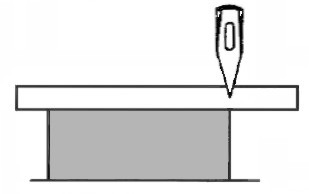
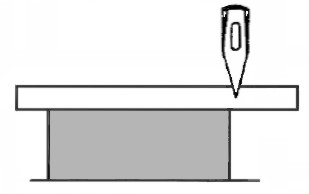
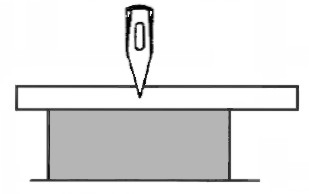
Kluczową kwestią przy ocenie poprawności procesu hartowania jest pomiar twardości powierzchni materiału po zakończonym zabiegu. To właśnie twardość najlepiej odzwierciedla, czy materiał został właściwie zahartowany, bo hartowanie polega głównie na zwiększeniu twardości i wytrzymałości powierzchniowej, przez szybkie chłodzenie z wysokiej temperatury. No i nie chodzi tylko o samą liczbę – często stosuje się pomiary w kilku miejscach, różnymi metodami (np. Rockwella, Vickersa czy Brinella), żeby mieć pewność co do jednorodności efektu. W praktyce przemysłowej, zwłaszcza w produkcji narzędzi i elementów maszyn, twardość powierzchni mówi nam czy stal uzyskała strukturę martenzytyczną, która jest kluczowa dla odporności na ścieranie. W dokumentacji technicznej – na przykład normie PN-EN ISO 6508-1 – jasno wskazane są wymagania, jak mierzyć twardość i jakie wartości powinny być osiągane dla określonego gatunku stali. Moim zdaniem niewiele jest lepszych wskaźników sukcesu w hartowaniu niż właśnie wynik pomiaru twardości. To takie trochę "być albo nie być" jakości całego procesu. Jeśli powierzchnia nie osiąga założonej twardości, trzeba wrócić do parametrów obróbki cieplnej i je skorygować. Pomiary te są dosyć proste do wykonania, a wyniki są jednoznaczne i bardzo praktyczne w ocenie trwałości gotowego produktu.
Kluczową kwestią przy ocenie poprawności procesu hartowania jest pomiar twardości powierzchni materiału po zakończonym zabiegu. To właśnie twardość najlepiej odzwierciedla, czy materiał został właściwie zahartowany, bo hartowanie polega głównie na zwiększeniu twardości i wytrzymałości powierzchniowej, przez szybkie chłodzenie z wysokiej temperatury. No i nie chodzi tylko o samą liczbę – często stosuje się pomiary w kilku miejscach, różnymi metodami (np. Rockwella, Vickersa czy Brinella), żeby mieć pewność co do jednorodności efektu. W praktyce przemysłowej, zwłaszcza w produkcji narzędzi i elementów maszyn, twardość powierzchni mówi nam czy stal uzyskała strukturę martenzytyczną, która jest kluczowa dla odporności na ścieranie. W dokumentacji technicznej – na przykład normie PN-EN ISO 6508-1 – jasno wskazane są wymagania, jak mierzyć twardość i jakie wartości powinny być osiągane dla określonego gatunku stali. Moim zdaniem niewiele jest lepszych wskaźników sukcesu w hartowaniu niż właśnie wynik pomiaru twardości. To takie trochę "być albo nie być" jakości całego procesu. Jeśli powierzchnia nie osiąga założonej twardości, trzeba wrócić do parametrów obróbki cieplnej i je skorygować. Pomiary te są dosyć proste do wykonania, a wyniki są jednoznaczne i bardzo praktyczne w ocenie trwałości gotowego produktu.