Pytanie 1
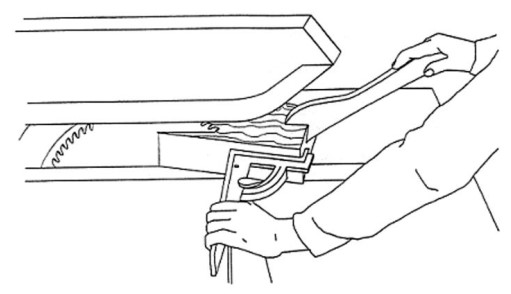
Jaką piłę należy zastosować do wykonania nacięcia w drewnie na określoną głębokość, na przykład podczas płetwienia?
A. Narznicy
B. Odsadnicy
C. Czopnicy
D. Płatnicy
Wydaje mi się, że użycie czopnicy, płatnicy czy osadnicy w kontekście narzynania drewna to nie jest najlepszy pomysł. Czopnica, nawet jeśli jest narzędziem tnącym, to ma inną rolę – głównie do robienia czopów, a to nie to samo co narzynanie na głębokość. Płatnica za to jest do usuwania wiórów z drewna, a nie do dokładnego wyznaczania głębokości rowków. Z kolei osadnica raczej wyznacza linie cięcia, a nie robi narzędziowe wyżłobienia. Jak wybierzesz złe narzędzie, to możesz naprawdę uszkodzić materiał i jakość produktu poleci na łeb. Dlatego ważne, żeby znać specyfikę każdego z narzędzi i wiedzieć, do czego są przeznaczone. To podstawa, jeśli chcesz dobrze pracować w stolarce oraz obróbce drewna. A umiejętność doboru narzędzi to naprawdę klucz do udanych projektów z drewnem.