Pytanie 1
Korzystając z danych przedstawionych na rysunku i w tabelach, do wykonania połączenia gwintowego śrubą M10 x 1,25 o długości 50 mm należy użyć następujących narzędzi:
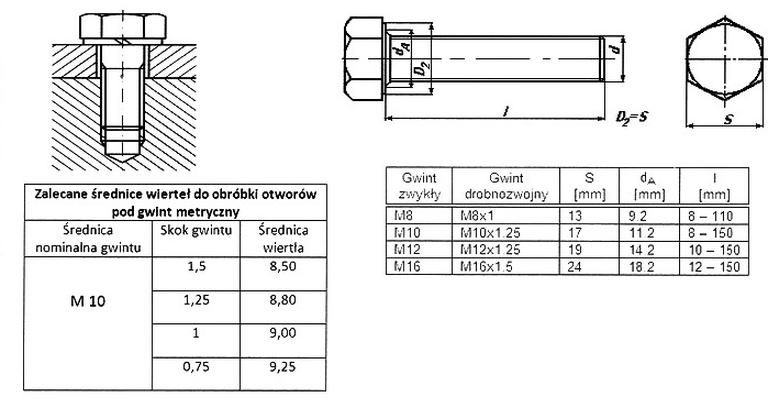
A. nawiertak, wiertło ϕ8,5 mm, wiertło ϕ11 mm, zestaw gwintowników M10, klucz płaski s = 17 mm.
B. nawiertak, wiertło ϕ9,25 mm, wiertło ϕ9,5 mm, zestaw gwintowników M10, klucz płaski s = 13 mm.
C. nawiertak, wiertło ϕ8,8 mm, wiertło ϕ11 mm, zestaw gwintowników M10, klucz płaski s = 17 mm.
D. nawiertak, wiertło ϕ9 mm, wiertło ϕ9,5 mm, zestaw gwintowników M10, klucz płaski s = 13 mm.
Poprawna odpowiedź to wybór narzędzi, które są zgodne z zaleceniami technicznymi dla śruby M10 x 1,25 mm. Wiertło o średnicy 8,8 mm jest kluczowe, ponieważ przygotowuje otwór o odpowiedniej średnicy do gwintowania, co jest zgodne z normami dotyczącymi średnic wierteł do gwintów metrycznych. Klucz płaski o rozmiarze 17 mm jest odpowiedni dla śruby M10, co również znajduje potwierdzenie w standardowych tabelach rozmiarów kluczy. Dodatkowo, wiertło ϕ11 mm jest niezbędne do wykonania otworu pod łeb śruby, co zapewnia prawidłowe osadzenie. Użycie zestawu gwintowników M10 pozwala na precyzyjne wykonanie gwintu wewnętrznego, co jest kluczowe dla odpowiedniego połączenia elementów. Nawiertak, będący narzędziem pomocniczym, umożliwia poprawne przygotowanie otworu, co jest istotne z punktu widzenia wytrzymałości i trwałości połączenia. Przestrzeganie tych norm i dobrych praktyk w obróbce zapewnia nie tylko poprawne właściwości wytrzymałościowe, ale także bezpieczeństwo w zastosowaniach inżynieryjnych.