Pytanie 1
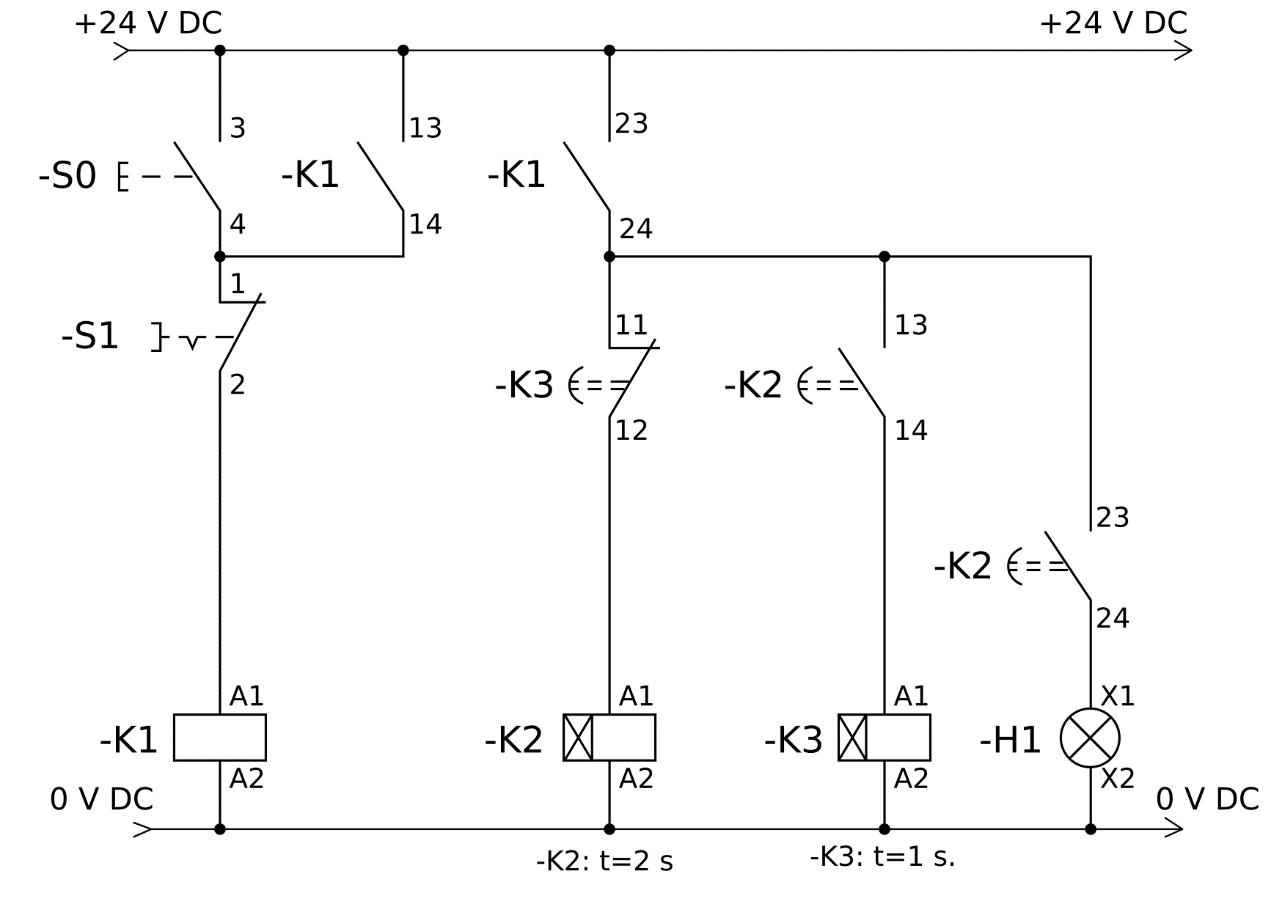
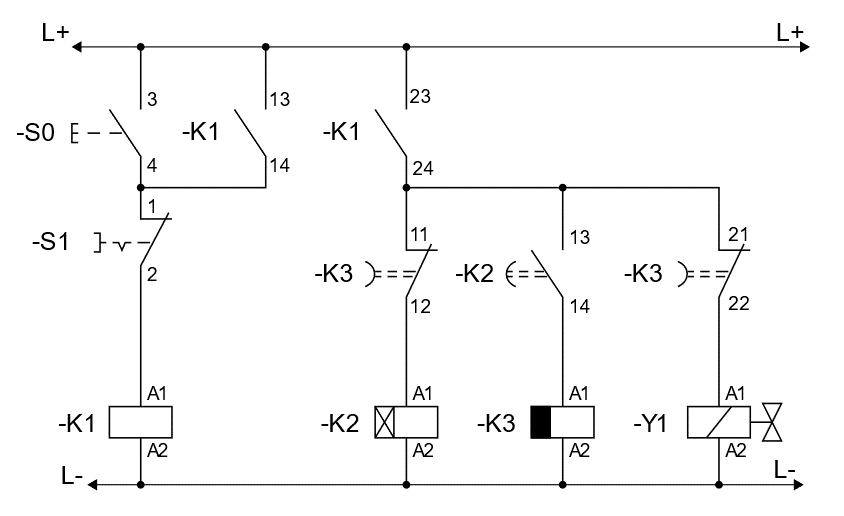
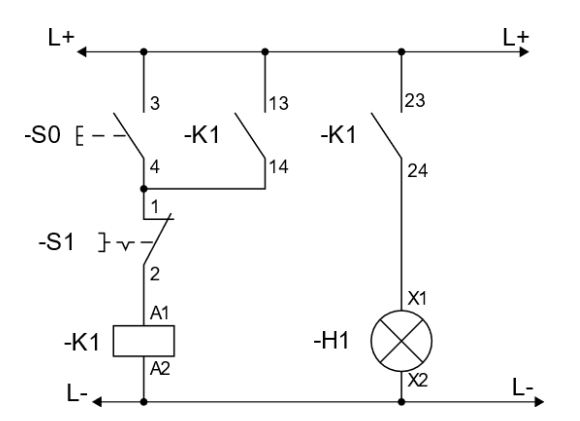
W układzie przedstawionym na rysunku wciśnięcie przycisku S0 powoduje zapalenie się lampki sygnalizacyjnej H1, natomiast z chwilą puszczenia przycisku S0 lampka H1 gaśnie. Jedną z przyczyn wadliwego działania układu może być nieciągłość połączenia
A. -H1:X2/L-.
B. L+/-K1:13.
C. L+/-K1:23.
D. -K1:A2/L-.
W tym układzie kluczową sprawą jest zrozumienie roli poszczególnych połączeń i elementów automatyki. Po wciśnięciu przycisku S0 dopływ prądu przez styk 3-4 przekaźnika K1 uruchamia obwód, co skutkuje załączeniem lampki H1 poprzez styk 13-14. Gdy pojawia się nieciągłość na połączeniu L+/-K1:13, to właśnie tutaj zostaje przerwany obwód sterowania — energia z zasilania nie dociera do dalszych elementów, więc przekaźnik nie załącza lampki w odpowiednim momencie. W praktyce spotkałem się z tym, że wiele awarii wynika właśnie z luźnych lub utlenionych zacisków na tego typu połączeniach. Fachowo zaleca się systematyczne sprawdzanie tych newralgicznych punktów zgodnie z normami PN-EN 60204-1 oraz zasadami diagnostyki układów elektromagnetycznych. Z mojej perspektywy, znajomość takich detali często pozwala szybciej wykrywać przyczynę niesprawności w układach sterowania — w pracy technika to naprawdę duża przewaga. Połączenie L+/-K1:13 jest miejscem, gdzie należy w pierwszej kolejności szukać przerwy, gdy system nie reaguje prawidłowo na impuls z przycisku S0. Warto pamiętać o regularnych przeglądach styków i dokładnym sprawdzaniu przewodów, bo praktyka pokazuje, że te z pozoru drobiazgi najczęściej generują największe kłopoty.