Pytanie 1
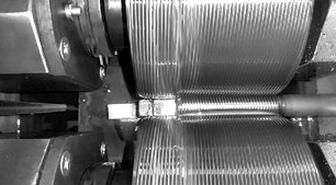
Na rysunku pokazano proces wykonywania gwintów z zastosowaniem
A. walcowania.
B. toczenia.
C. przeciągania.
D. frezowania.
Odpowiedzi związane z toczeniem, przeciąganiem i walcowaniem są nieprawidłowe z powodu ich specyfiki oraz zastosowania. Toczenie to proces, w którym obrabiany przedmiot wiruje, a narzędzie skrawające porusza się wzdłuż jego osi, co skutkuje usuwaniem materiału głównie z powierzchni cylindrycznych. Chociaż toczenie może być używane do tworzenia gwintów, nie jest ono najskuteczniejszym ani najdokładniejszym rozwiązaniem w porównaniu do frezowania, zwłaszcza gdy wymagane są bardziej złożone profile gwintów. Z kolei przeciąganie to proces polegający na przesuwaniu narzędzia przez materiał w celu uformowania otworów lub powierzchni o określonym kształcie, co również nie jest optymalne dla gwintów. Walcowanie jest metodą deformacji plastycznej, która polega na formowaniu materiału poprzez jego przetłaczanie przez walce. Ta technika jest wykorzystywana do produkcji gwintów, ale z reguły w dużych seriach masowych i wymaga specjalistycznego sprzętu. Zrozumienie tych procesów i ich ograniczeń jest kluczowe dla wyboru odpowiedniej technologii w obróbce gwintów, a stosowanie niewłaściwej metody może prowadzić do nieefektywności oraz błędów produkcyjnych.