Pytanie 1
Na rysunku przedstawiony został diagram czasowy układu kombinacyjnego. Która funkcja logiczna odpowiada temu diagramowi?
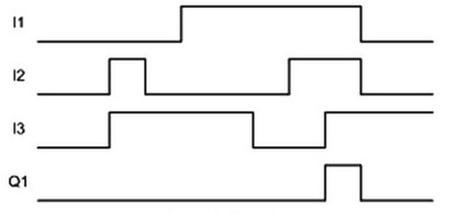
A. I1 ∧ I2 ∧ I3
B. I1 ∨ I2 ∧ I3
C. I1 ∧ I2 ∨ I3
D. I1 ∨ I2 ∨ I3
Wybrana odpowiedź "I1 ∧ I2 ∧ I3" jest poprawna, ponieważ diagram czasowy ilustruje sytuację, w której wyjście Q1 aktywuje się tylko wtedy, gdy wszystkie trzy wejścia I1, I2 i I3 są w stanie wysokim. W praktyce, ten typ układu logicznego znajduje zastosowanie w systemach, gdzie wymagana jest pełna zgodność wszystkich warunków, na przykład w obwodach bezpieczeństwa lub kontrolnych, gdzie tylko przy jednoczesnej aktywacji wszystkich wejść system powinien zareagować. W kontekście inżynierii elektronicznej, zrozumienie funkcji AND jest kluczowe, zwłaszcza w projektowaniu układów cyfrowych. Warto zauważyć, że prawidłowe zrozumienie diagramów czasowych pozwala na efektywne projektowanie i debugowanie układów cyfrowych, co jest zgodne z najlepszymi praktykami w branży. Dodatkowo, umiejętność interpretacji takich diagramów jest niezbędna dla prawidłowego działania aplikacji w obszarze systemów wbudowanych oraz automatyki.