Pytanie 1
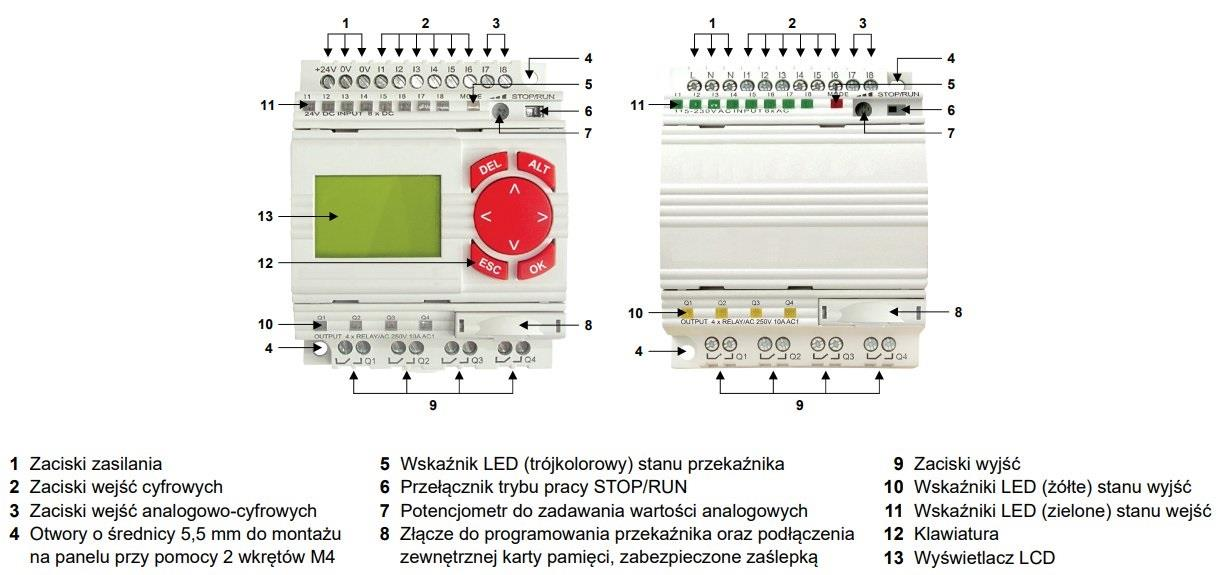
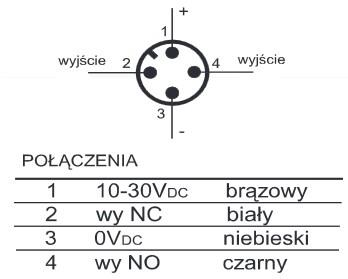
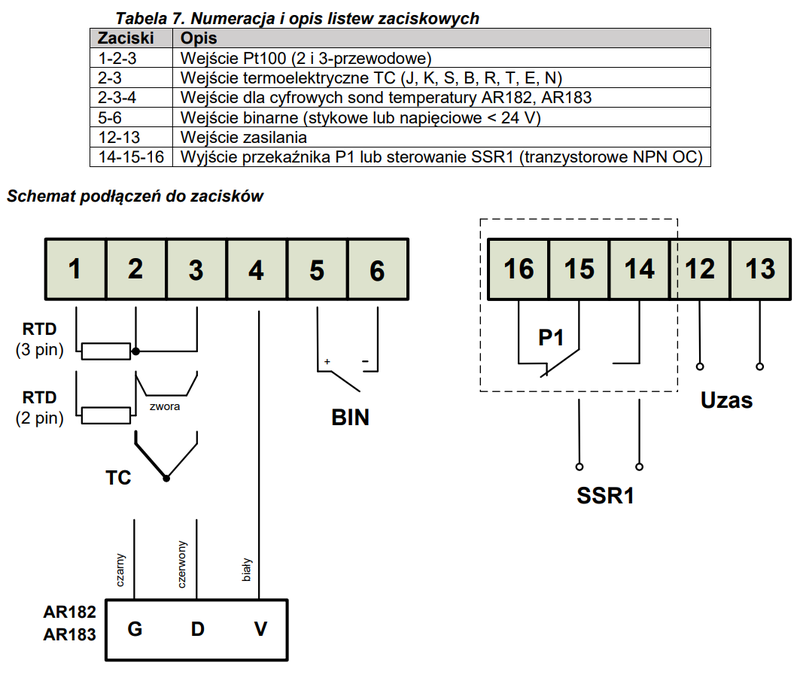
Z przedstawionego fragmentu dokumentacji technicznej regulatora cyfrowego wynika, że czujniki termoelektryczne powinny zostać podłączone do zacisków o numerach
A. 2, 3
B. 4, 5, 6
C. 5, 6
D. 14, 15, 16
Czujniki termoelektryczne, czyli popularnie zwane termopary (TC), podłączamy do regulatora cyfrowego dokładnie do zacisków 2 i 3. Wynika to bezpośrednio z dokumentacji – zarówno z tabeli opisującej listwę zaciskową, jak i ze schematu podłączeń. To bardzo ważne, bo termopary działają na zasadzie generowania niewielkiej siły elektromotorycznej na styku dwóch różnych metali, dlatego muszą być podłączone do odpowiednich wejść, które są zaprojektowane do bardzo czułego pomiaru napięcia w zakresie mV. Z mojego doświadczenia wynika, że wiele osób myli te wejścia z tymi dedykowanymi dla czujników rezystancyjnych (jak Pt100), które wymagają zupełnie innej logiki pomiaru i mają więcej zacisków. W dobrych praktykach branżowych zawsze warto sprawdzić zarówno oznaczenia na urządzeniu, jak i dokumentację – niektóre regulatory mogą mieć dodatkowe funkcje, np. rozpoznawanie typu czujnika na podstawie podłączenia. Praktycznie rzecz biorąc, błędne podłączenie termopary do innych zacisków spowoduje nie tylko błędny odczyt temperatury, ale może nawet prowadzić do uszkodzenia wejścia. W systemach przemysłowych, dbanie o prawidłowe podłączenie to podstawa stabilnej i bezpiecznej pracy instalacji. Dobrze jest też zwrócić uwagę na polaryzację termopary, bo łatwo tutaj popełnić drobny błąd – przewody mają zwykle oznaczenia kolorystyczne (np. czerwony i czarny), co ułatwia identyfikację.