Pytanie 1
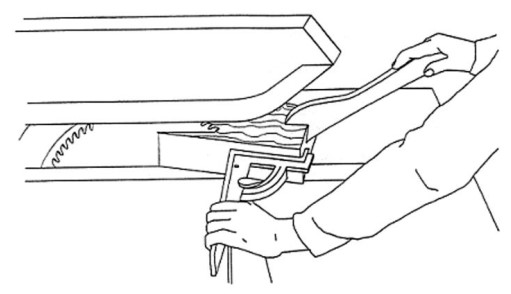
Na ilustracji przedstawiono sposób posługiwania się oprzyrządowaniem przy piłowaniu
A. skośnym krzywoliniowym.
B. skośnym prostoliniowym.
C. formatyzującym.
D. wzdłużnym.
Przedstawiona na ilustracji sytuacja pokazuje właśnie piłowanie skośne prostoliniowe – materiał jest prowadzony po prostoliniowej krawędzi, ale pod określonym kątem względem tarczy piły. Kluczowy jest tutaj przykład użycia przyrządu kątowego (kątownika nastawnego lub prowadnicy ukośnej), którym ustawia się żądany kąt, a następnie stabilnie prowadzi obrabiany element. Moim zdaniem to jest jedna z podstawowych operacji w stolarstwie warsztatowym: docinanie listew, ram, cokołów, elementów konstrukcyjnych pod kątem 30°, 45°, 60° itd. W piłowaniu skośnym prostoliniowym linia cięcia jest prosta, a zmienia się tylko kąt względem włókien lub względem krawędzi bazowej. Dlatego tak ważne jest dokładne ustawienie ograniczników i pewne trzymanie materiału, najlepiej dociskając go do prowadnicy i do stołu maszyny. W dobrych praktykach branżowych zawsze korzysta się z odpowiednich przyrządów: sanek ukośnych, kątowych prowadnic przesuwanych po stole, ograniczników długości. Dzięki temu uzyskujemy powtarzalność wymiarów i kątów, co przy montażu ram okiennych, drzwiowych, opasek czy listew przypodłogowych ma ogromne znaczenie – przy najmniejszym błędzie kątowym szczeliny są od razu widoczne. W normach dotyczących dokładności obróbki drewna i elementów stolarki budowlanej podkreśla się wymóg zachowania odpowiedniej tolerancji kąta, a właśnie piłowanie skośne prostoliniowe na odpowiednio przygotowanej pile tarczowej pozwala to osiągnąć. W praktyce technicznej pilnuje się też, aby przy takich cięciach stosować sprawne kliny rozszczepiające, osłony tarczy oraz – co widać na rysunku – uchwyty i prowadnice, które oddalają ręce operatora od strefy zagrożenia, co jest zgodne z zasadami BHP obowiązującymi w zakładach stolarskich.





