Pytanie 1
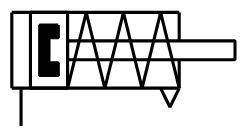
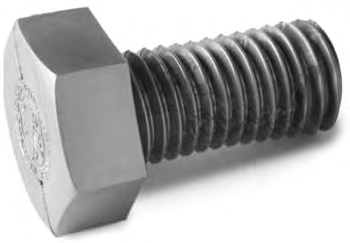
Do wkręcenia w otwór śruby, przedstawionej na rysunku, używa się
A. klucza imbusowego.
B. klucza płaskiego.
C. wkrętaka płaskiego.
D. wkrętaka krzyżowego.
Dobrze! To właśnie klucz płaski jest przeznaczony do wkręcania i wykręcania śrub z łbem sześciokątnym, takiej jak ta pokazana na zdjęciu. Najczęściej spotyka się takie śruby w konstrukcjach stalowych, montażu maszyn, pracach instalacyjnych czy choćby podczas skręcania mebli – praktycznie wszędzie tam, gdzie trzeba uzyskać solidne połączenie. Używanie klucza płaskiego zapewnia odpowiedni chwyt na płaskich powierzchniach łba śruby, co minimalizuje ryzyko uszkodzenia i pozwala na przyłożenie odpowiedniej siły. Moim zdaniem, jednym z najważniejszych aspektów jest tutaj właśnie komfort pracy i bezpieczeństwo – klucz płaski nie ześlizguje się tak łatwo jak niewłaściwy narzędzie, co podkreślają normy BHP oraz instrukcje montażowe producentów śrub. Często w praktyce spotyka się sytuacje, gdzie ktoś próbuje użyć niewłaściwego narzędzia, ale to zawsze kończy się zniszczonym łbem śruby i dodatkowymi problemami. Warto pamiętać, że dobór właściwego klucza – odpowiadającego rozmiarowi śruby – ma ogromne znaczenie dla trwałości połączenia. Profesjonaliści zawsze sugerują też, aby stosować dobrej jakości klucze, bo tanie podróbki mogą spowodować zarysowania lub pęknięcia łba śruby. Tak więc, klucz płaski to absolutna podstawa w każdym warsztacie!