Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 37/40 punktów (92,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które wyżarzanie jest wykonywane jako wyżarzanie międzyoperacyjne w trakcie wielostopniowego ciągnienia drutów stalowych?
Które urządzenie jest używane do kontroli jakości powierzchni walcowanych blach stalowych?
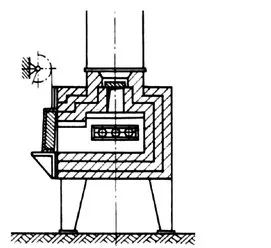
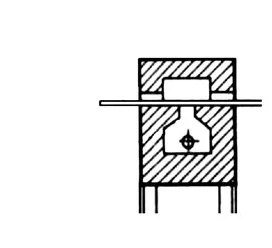
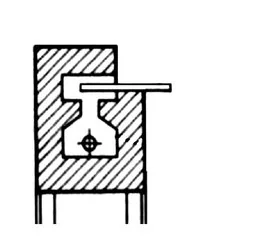
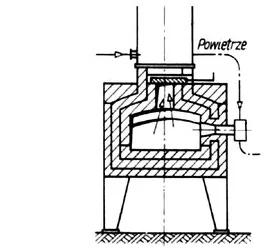
Piec stosowany do nagrzewania końcówek pręta przedstawia schemat oznaczony literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
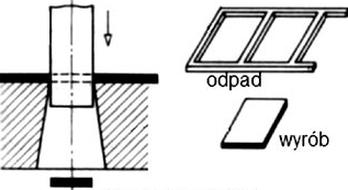
Który rodzaj operacji cięcia metali przedstawia rysunek?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby nagrzać koniec pręta przed jego wydłużeniem na młocie do kucia swobodnego, powinno się użyć pieca
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie są główne zalety stosowania walcowania na gorąco?
Który z poniższych procesów technologicznych jest stosowany do produkcji stali z zastosowaniem pieców elektrycznych?
Które urządzenie używane na składowisku materiałów wsadowych przedstawiono na rysunku?

Który rodzaj obróbki plastycznej metali zastosowano do uzyskania elementu przedstawionego na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
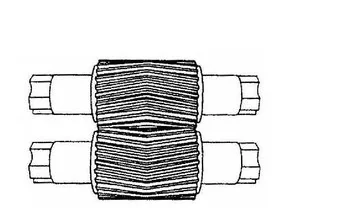
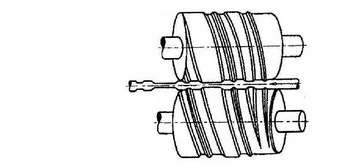
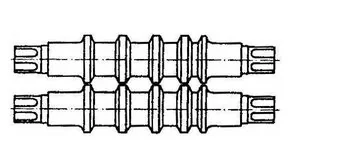
Na którym rysunku przedstawiono walce bruzdowe z wykrojami skrzynkowymi?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Blachy cienkie klasyfikuje się na sześć kategorii w zależności od ich zastosowania w tłoczeniu. Symbol P odnosi się do blachy
Wykorzystując metody elektrolityczne do ochrony powierzchni metalu przed korozją, można uzyskać powłokę ochronną
Określ na podstawie tabeli, jakiego typu jest termopara stosowana do pomiaru temperatur w zakresie 1750-1800°C.
| Typ | Zastosowanie | Klasa | Materiał |
|---|---|---|---|
| K | -40÷1200°C | ±2,5°C | NiCr-Ni |
| J | -40÷750°C | ±2,5°C | Fe-CuNi |
| R | 0÷1600°C | ±1,5°C | PtRh13-Pt |
| B | 600÷1800°C | ±1,5°C | PtRh30-PtRh6 |
| T | -40÷350°C | ±1,0°C | Cu-CuNi |
Aby pozbyć się warstwy zgorzeliny, która powstaje podczas nagrzewania kęsisk, należy tuż przed walcowaniem przeprowadzić proces
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, które z wymienionych urządzeń walcowniczych należy zastosować do walcowania z wsadu o grubości 3,5 mm blachy o grubości 0,25 mm i szerokości 1800 mm.
| Lp. | Rodzaj walcarki i układ | Materiał walcowany | Przeznaczenie walcarki | Maksymalna prędkość walcowania m/s | ||
|---|---|---|---|---|---|---|
| Grubość wsadu mm | Grubość wyrobu mm | Długość beczki, mm | ||||
| 1. | Układy ciągłe 3-klatkowe kwarto | stal, aluminium | 2÷4 | nie mniej niż 0,6÷0,7 | do 2150 | 5÷20 |
| 2. | Układy ciągłe 4-klatkowe kwarto | stal, aluminium | 2÷3,7 | 0,3÷2,6 | do 2150 | do 20 |
| 3. | Układy ciągłe 5- i 6-klatkowe kwarto | stal | 2÷23 | 0,15÷0,38 | do 2185 | do 40 |
| 4. | Walcarki 6-walcowe | stal | 2÷6 | > 0,02 | do 1000 | do 7,0 |
| 5. | Walcarki 20-walcowe | stal | 0,15÷3,0 | 0,002÷0,7 | do 2000 | do 10 |
Na podstawie danych w tabeli określ wymiary kowadeł płaskich, które można zamontować na młocie sprężarkowym o masie części spadających 750 kg.
| Masa części spadających młota kg | Młoty parowo - powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
Odczytaj z tabeli, jaka może być najmniejsza grubość denka odkuwki o średnicy ds = 102 mm i wysokości h = 200 mm.
| \( b_s \) lub \( d_s \) mm | Najmniejsze grubości dla lub denka dla stosunku \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \) | |
|---|---|---|
| \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \leq 3 \) | \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} > 3 \) | |
| do 25 | 2 | 3 |
| 25,1 – 40 | 3 | 4 |
| 40,1 – 63 | 5 | 6 |
| 63,1 – 100 | 6 | 8 |
| 100,1 – 160 | 8 | 10 |
| 160,1 – 250 | 12 | 16 |
Aby zniwelować skutki zgniotu po obróbce plastycznej w niskiej temperaturze, konieczne jest przeprowadzenie wyżarzania
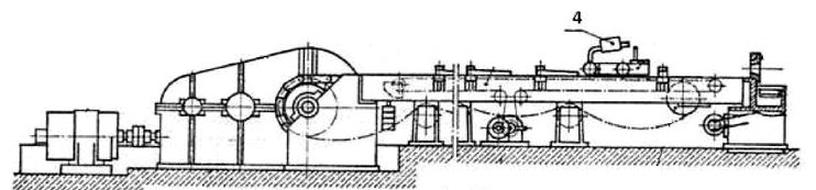
Na rysunku przedstawiającym ciągarkę ławową cyfrą 4 oznaczono
Jakie spośród wymienionych produktów są uzyskiwane tylko dzięki procesowi metalurgii proszków?
Który z podanych procesów rafinacji metali polega na oksydacji zanieczyszczeń?
Który rodzaj przenośnika, stosowanego do transportowania nagrzanego wsadu, przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie działanie należy wykonać tuż przed rozpoczęciem walcowania blach na zimno?
Który z wymienionych materiałów metalowych, opisanych symbolami alfanumerycznymi, jest odpowiedni do kucia na gorąco?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z przedstawionych na rysunkach wyrobów wykonuje się metodą kucia matrycowego na młocie?




Który z poniższych materiałów jest używany do produkcji końcówek dysz w piecach wielkopiecowych?
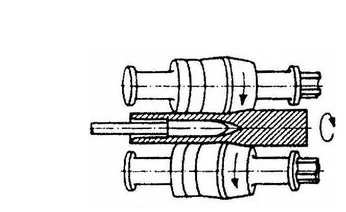
Na rysunku przedstawiono proces walcowania

Główne powody występowania wad w główkach walcowanych szyn, znanych jako płatki śnieżne, to