Pytanie 1
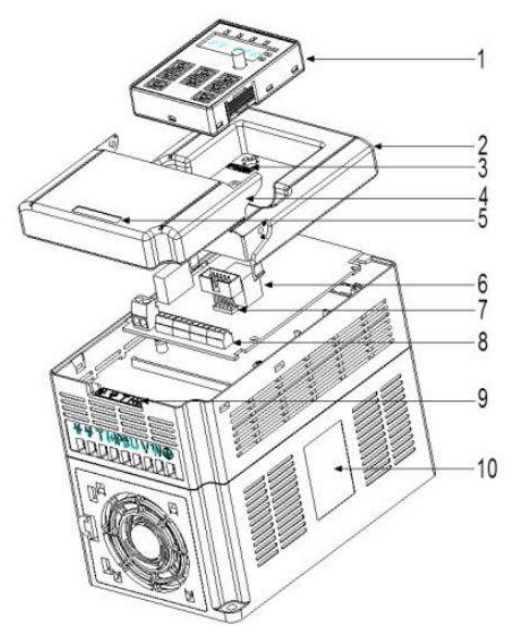
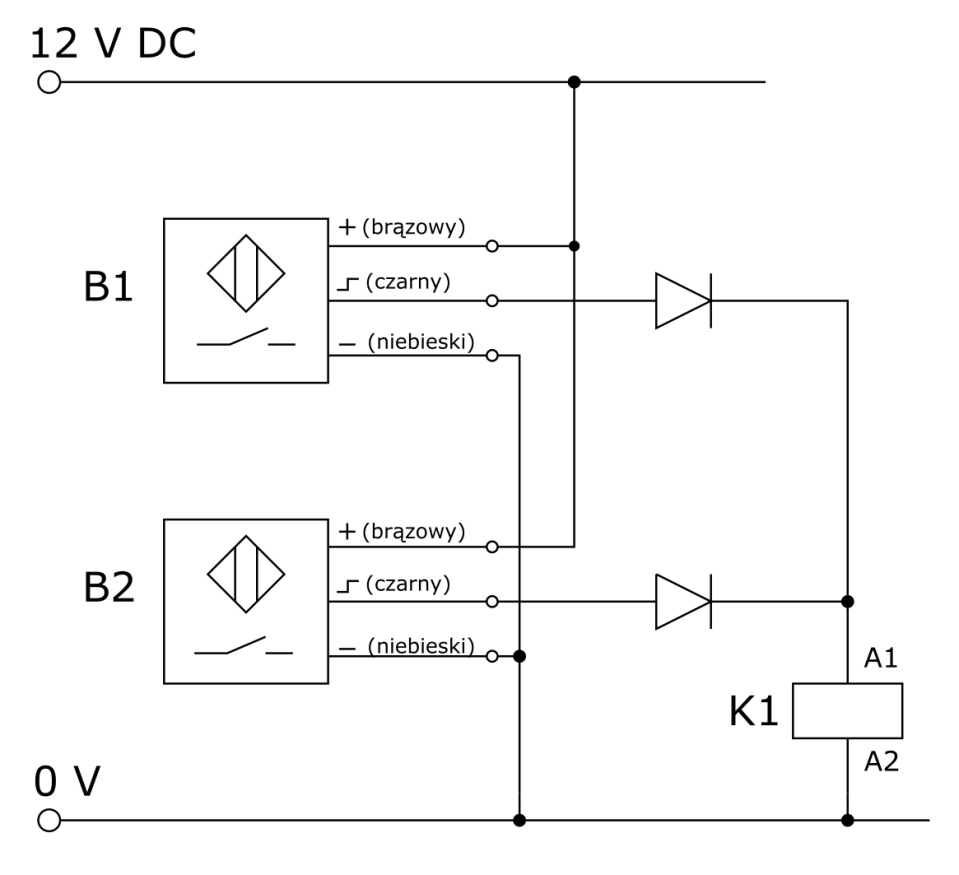
Którego klucza należy użyć w celu wymiany czujników indukcyjnych przedstawionych na rysunku?

A. Płaskiego.
B. Nasadowego.
C. Imbusowego.
D. Hakowego.
Do wymiany czujników indukcyjnych, takich jak na tym zdjęciu, zdecydowanie najlepszym wyborem będzie klucz płaski. To wynika głównie z konstrukcji typowych czujników – mają one gwintowany korpus z wyraźnie zaznaczoną częścią sześciokątną, która służy właśnie do chwytania kluczem płaskim. Moim zdaniem, w praktyce warsztatowej to jest najprostsze i najbezpieczniejsze rozwiązanie – nie ryzykujemy uszkodzenia gwintu czy plastikowych elementów. Warto wiedzieć, że w branżowych standardach (np. normy dotyczące montażu czujników automatyki przemysłowej) takie mocowanie jest typowe. Klucz płaski umożliwia szybkie i bezproblemowe dokręcenie, a potem odkręcenie czujnika podczas serwisu. Często spotyka się tę sytuację przy obsłudze linii produkcyjnych, gdzie liczy się sprawność działania i minimalizowanie przestojów. Dodatkowo, przy zastosowaniu klucza płaskiego łatwiej kontrolować moment dokręcenia, co jest istotne, żeby nie uszkodzić czujnika. Warto też pamiętać, że klucz płaski jest jednym z podstawowych narzędzi w każdej skrzynce narzędziowej automatyka – bo po prostu często się go używa do tego typu komponentów. Z mojego doświadczenia, jeśli tylko mamy dostęp, płaski sprawdza się najlepiej, a wymiana trwa dosłownie chwilę.