Pytanie 1
Na rysunku przedstawiono symbol graficzny będący oznaczeniem uchwytu tokarskiego czteroszczękowego
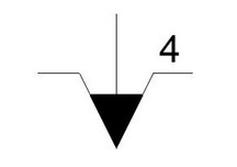
A. z mocowaniem ręcznym.
B. z napędem pneumatycznym.
C. z napędem hydraulicznym.
D. z siłą docisku 4 MPa.
Odpowiedź 'z mocowaniem ręcznym' jest prawidłowa, ponieważ symbol graficzny uchwytu tokarskiego czteroszczękowego nie precyzuje dodatkowych informacji o sposobie napędu ani sile docisku. W praktyce, takie uchwyty są szeroko stosowane w tokarkach do precyzyjnego mocowania przedmiotów obrabianych. Uchwyt tokarski czteroszczękowy ma zalety w postaci możliwości równoczesnego zaciskania przedmiotów o różnych kształtach oraz umożliwienia ich precyzyjnego centrowania. W zastosowaniach przemysłowych, używa się ich do obróbki metalu, drewna oraz innych materiałów, co czyni je niezwykle wszechstronnymi. Dobrą praktyką w wykorzystaniu tych uchwytów jest regularne sprawdzanie ich stanu technicznego oraz prawidłowego mocowania, aby zapewnić bezpieczeństwo i jakość obrabianych detali. Warto również zaznaczyć, że różnorodność modeli uchwytów czteroszczękowych pozwala na ich zastosowanie w różnych tokarkach, co z kolei wpływa na elastyczność produkcji.