Pytanie 1
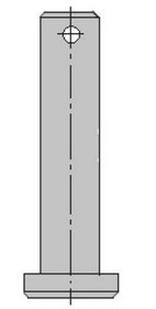
Przedstawiony na rysunku sworzeń po zamontowaniu należy zabezpieczyć przed wysunięciem za pomocą
A. nakrętki sześciokątnej.
B. nakrętki koronowej.
C. pierścienia osadczego.
D. podkładki i zawleczki.
Sworzeń, który został przedstawiony na rysunku, wymaga odpowiedniego zabezpieczenia przed wysunięciem, co jest kluczowe dla jego prawidłowego funkcjonowania w mechanizmach. Odpowiedź wskazująca na konieczność użycia podkładek i zawleczek jest prawidłowa, ponieważ te elementy współpracują ze sobą, tworząc skuteczne zabezpieczenie. Podkładka rozkłada nacisk na większą powierzchnię, co zapobiega luzowaniu się sworznia w wyniku drgań czy obciążeń dynamicznych. Z kolei zawleczka, umieszczona w odpowiednim otworze sworznia, uniemożliwia jego niezamierzone wysunięcie. W praktyce, takie rozwiązania są szeroko stosowane w branży motoryzacyjnej oraz budowlanej, gdzie bezpieczeństwo oraz niezawodność elementów mocujących są kluczowe. Warto zaznaczyć, że zgodnie z normami bezpieczeństwa, stosowanie podkładek i zawleczek w połączeniach mechanicznych jest rekomendowane jako środek minimalizujący ryzyko awarii. Zrozumienie roli tych komponentów w systemach montażowych jest fundamentalne dla inżynierów i techników, gdyż skutkuje to długotrwałą i bezawaryjną pracą urządzeń.