Pytanie 1
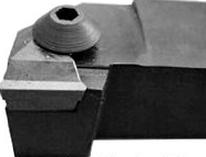
Na rysunku przedstawiono przyrząd pomiarowy służący do pomiaru

A. 3 i 5 ostrzowych narzędzi skrawających.
B. grubości ścianek rur.
C. średnic w wąskich rowkach.
D. szerokości zębów w kole zębatym.
Mikrometr do pomiaru średnic narzędzi skrawających, jak przedstawiony na zdjęciu, jest nieocenionym narzędziem w obróbce skrawaniem, szczególnie w kontekście narzędzi takich jak frezy, wiertła czy narzędzia tokarskie. Jego konstrukcja umożliwia precyzyjne pomiary średnic, co jest kluczowe w zapewnieniu odpowiednich tolerancji i jakości części. Użycie mikrometru w przemyśle metalowym pozwala na uzyskanie dokładnych wymiarów, co z kolei wpływa na wydajność procesów produkcyjnych i trwałość narzędzi. W praktyce, mikrometry są stosowane do weryfikacji średnic narzędzi skrawających przed ich użyciem w produkcji, co minimalizuje ryzyko błędów oraz zwiększa efektywność procesu obróbczej. Zgodność z normami ISO w zakresie tolerancji wymiarowych jest niezwykle istotna dla zachowania jakości wyrobów, dlatego wiedza o używaniu mikrometrów jest podstawą profesjonalnej obróbki skrawaniem.