Pytanie 1
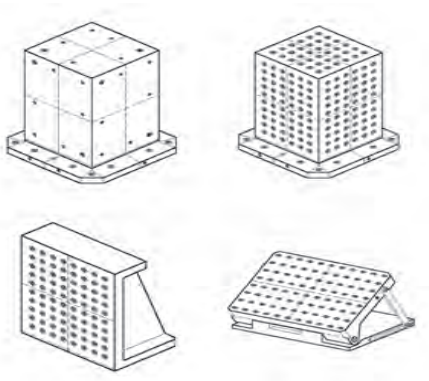
Na którym rysunku przedstawiono symbol graficzny zamocowania z zastosowaniem zabieraka stałego?

A. A.
B. B.
C. C.
D. D.
Rysunek D przedstawia symbol graficzny zamocowania z zastosowaniem zabieraka stałego. W tej reprezentacji linia pionowa symbolizuje element mocujący, co jest kluczowe w kontekście stabilizacji konstrukcji. Zabierak stały to element służący do trwałego mocowania komponentów, który znajduje zastosowanie w różnych gałęziach przemysłu, takich jak budownictwo czy inżynieria mechaniczna. W praktyce, stosowanie takiego rozwiązania jest istotne w przypadku, gdy konieczne jest zapewnienie wysokiej stabilności i bezpieczeństwa zamocowanej konstrukcji. Dobrą praktyką jest stosowanie symboli graficznych zgodnych z normami, takimi jak PN-EN ISO 128, które regulują zasady rysunku technicznego i zapewniają jednoznaczność w interpretacji. Symbol zamocowania z zabierakiem stałym jest często stosowany w dokumentacji technicznej, co podkreśla jego znaczenie w procesie projektowania i budowy. Warto zwrócić uwagę, że zrozumienie tych symboli jest kluczowe dla inżynierów i techników, którzy pracują z dokumentacją techniczną.