Pytanie 1
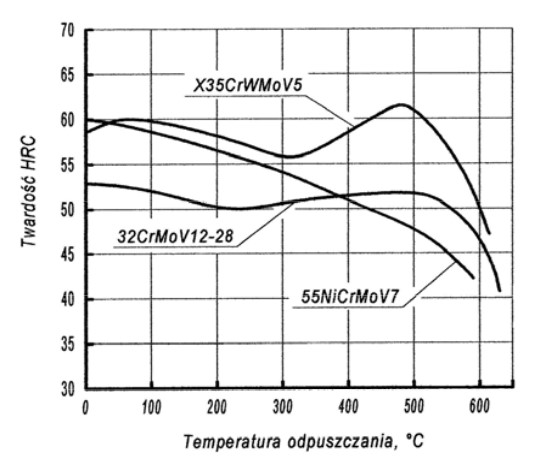
Do jakiej wartości temperatury odpuszczania należy podgrzać stal 55NiCrMoV7 w celu uzyskania twardości 50HRC?
A. 420°C
B. 550°C
C. 600°C
D. 250°C
Dobrze wybrana odpowiedź – temperatura odpuszczania 420°C dla stali 55NiCrMoV7 pozwala uzyskać twardość w okolicach 50 HRC, co jest zgodne z wykresem i doświadczeniem praktyków obróbki cieplnej. Stal ta zalicza się do stali narzędziowych do pracy na gorąco, a jej skład chemiczny (z dodatkiem m.in. niklu, chromu, molibdenu i wanadu) sprawia, że odpowiednie odpuszczanie musi być prowadzone precyzyjnie. Praktyka pokazuje, że zbyt niska temperatura odpuszczania powoduje, że w stali pozostaje dużo naprężeń po hartowaniu – a to może prowadzić do pękania lub kruchości narzędzi. Natomiast zbyt wysokie temperatury powodują wyraźny spadek twardości, co w praktyce często dyskwalifikuje materiał z zastosowania np. w matrycach czy narzędziach kuźniczych. Moim zdaniem, dobranie 420°C jest świetnym kompromisem – stal utrzymuje wysoką twardość i odporność na ścieranie, a jednocześnie zachowuje przyzwoitą udarność. W branżowych normach i katalogach producentów narzędziowych (np. PN-EN ISO 4957) takie wartości temperaturowe są typowo zalecane dla 55NiCrMoV7 właśnie wtedy, gdy zależy nam na ok. 50HRC. To jest taka złota wartość dla uniwersalnych matryc czy stempli – ani za twardo, ani zbyt miękko, po prostu w sam raz do ciężkiej pracy.