Pytanie 1
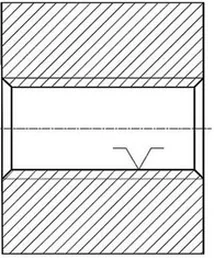
Ilustracja przedstawia wałek zamocowany w
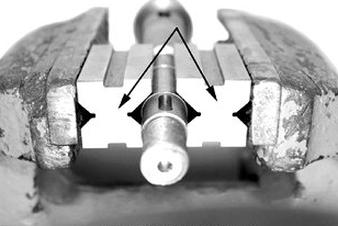
A. zabieraku.
B. pryzmach.
C. uchwycie frezarskim.
D. uchwycie specjalnym.
Poprawna odpowiedź to pryzmy, które są kluczowym rozwiązaniem w obszarze mocowania wałów w obróbce mechanicznej. Pryzmy, posiadające kształt litery V, zapewniają stabilność i precyzję, co jest niezbędne w procesach takich jak frezowanie czy toczenie. Dzięki swojemu kształtowi, pryzmy umożliwiają równomierne rozłożenie sił działających na wałek, co minimalizuje ryzyko jego uszkodzenia czy deformacji podczas obróbki. W praktyce, pryzmy są stosowane w zaawansowanych maszynach CNC oraz w tradycyjnych obrabiarkach, co czyni je niezbędnym elementem w warsztatach mechanicznych. Stosując pryzmy, inżynierowie i technicy mogą osiągnąć wyższe standardy jakości obróbki, co potwierdzają normy ISO dotyczące dokładności wymiarowej. Użycie pryzm zwiększa również efektywność procesu produkcyjnego, co przekłada się na oszczędności czasu i materiałów. Na zdjęciu widoczny wałek umieszczony w pryzmach jasno wskazuje na zastosowanie tej metody mocowania, co podkreśla jej znaczenie w praktyce przemysłowej.