Pytanie 1
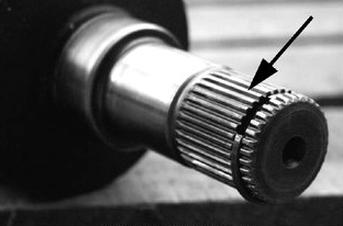
Z którego materiału wykonano płytkę skrawającą przedstawioną na ilustracji?

A. Ze stali węglowej.
B. Z aluminium hutniczego.
C. Z węglików spiekanych.
D. Z żeliwa szarego.
Płytki skrawające, takie jak ta przedstawiona na ilustracji, wykonane są z węglików spiekanych, co czyni je niezwykle efektywnymi narzędziami w obróbce skrawaniem. Węgliki spiekane to materiały kompozytowe, które charakteryzują się wyjątkową twardością oraz odpornością na wysokie temperatury i ścieranie, co jest kluczowe w procesach obróbczych. Zastosowanie węglików spiekanych pozwala na osiąganie wysokiej precyzji i wydajności w obróbce metali. Dzięki swojej strukturze, węgliki spiekane mogą znieść znaczną obciążalność, co sprawia, że są idealnym wyborem do narzędzi przeznaczonych do skrawania twardych materiałów, takich jak stal nierdzewna czy twarde stopy metali. Dobre praktyki w branży obróbczej zalecają wykorzystanie narzędzi skrawających z węglików spiekanych w przypadku wymagających aplikacji, gdzie precyzja i trwałość są kluczowe. Dodatkowo, węgliki spiekane mają zastosowanie w zastosowaniach przemysłowych, takich jak produkcja elementów precyzyjnych, co podkreśla ich znaczenie w nowoczesnej technologii obróbczej.