Pytanie 1
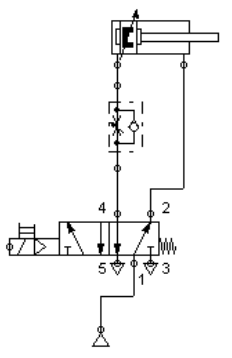
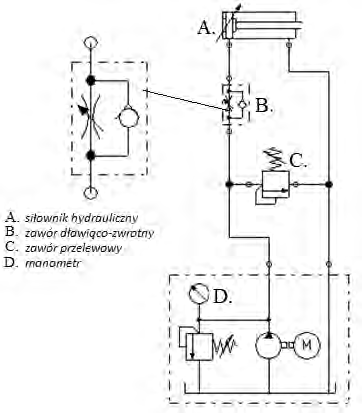
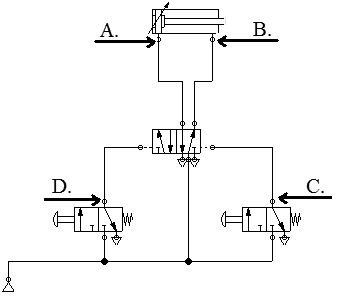
W układzie przedstawionym na rysunku tłoczysko siłownika A1 nie wysuwa się po wciśnięciu przycisku P1. Przyczyną nieprawidłowego działania układu może być

A. zwarcie w obwodzie cewki Y1
B. zwarcie w obwodzie cewki Y2
C. przerwa w obwodzie cewki Y2
D. przerwa w obwodzie czujnika B1
Dobre rozpracowanie tematu! Gdy w układzie pojawia się zwarcie w obwodzie cewki Y1, bardzo często prowadzi to do sytuacji, gdzie tłoczysko siłownika A1 w ogóle nie reaguje na sygnał sterujący z przycisku P1. Zwarcie to może powodować, że prąd nie przepływa poprawnie lub zabezpieczenia elektryczne (jak bezpiecznik albo wyłącznik nadprądowy) natychmiast odcinają zasilanie, żeby nie doszło do uszkodzenia całego układu. Spotkałem się z tym w praktyce nie raz: operator naciska przycisk, a siłownik nie pracuje, choć wszystko wygląda ok na pierwszy rzut oka. Standardy branżowe mówią wyraźnie, że obwody cewkowe muszą być dobrze zabezpieczone, a wszelkie zwarcia eliminować natychmiast po wykryciu, bo skutki mogą być kosztowne lub niebezpieczne. Warto też pamiętać, że regularne przeglądy instalacji i sprawdzanie oporności cewek za pomocą miernika bardzo pomaga wykryć takie awarie zawczasu. Zwarcia mogą wynikać z uszkodzenia izolacji przewodów, wilgoci albo nawet niewłaściwego montażu – więc zawsze trzeba być czujnym. Moim zdaniem nie ma tu drogi na skróty: tylko właściwa diagnostyka i przestrzeganie dobrych praktyk z zakresu pneumatyki oraz instalacji elektrycznych pozwala utrzymać cały układ w dobrej kondycji.