Pytanie 1
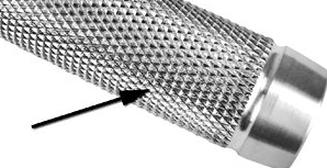
Przyrząd przedstawiony na rysunku służy do

A. cięcia.
B. prostowania.
C. trasowania.
D. spawania.
Ten sprzęt na zdjęciu to nożyce do rur. To narzędzie, które naprawdę ułatwia życie w przemyśle, zwłaszcza podczas cięcia rur z plastiku czy miękkich metali jak miedź albo aluminium. Mają specjalną budowę z ostrzem i dźwignią, co sprawia, że cięcie jest szybkie i bezproblemowe – nie potrzebujesz nic więcej. W instalacjach hydraulicznych to narzędzie jest wręcz niezbędne, bo precyzyjne dopasowanie elementów to klucz do sukcesu. Jak nożyce są dobrze naostrzone i mają wygodny uchwyt, to praca z nimi jest naprawdę komfortowa. Wiedza o tym, jak ważne jest cięcie według standardów w branżach jak budownictwo czy przemysł, czyni nożyce do rur super istotnym narzędziem.