Pytanie 1
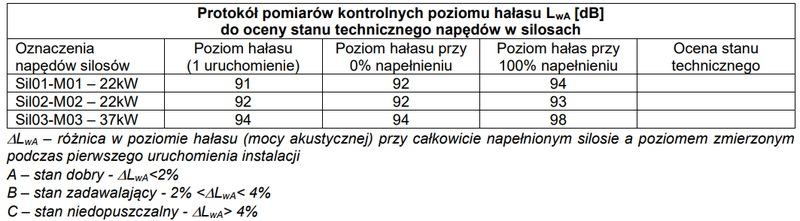
Dla których napędów silosów w kolumnie Ocena stanu technicznego należy wpisać ocenę A, odpowiadającą dobremu stanowi technicznemu?
A. Tylko Silo2-M02 – 22kW
B. Wszystkim trzem napędom silosów
C. Tylko Silo1-M01 – 22kW
D. Silo1-M01 – 22kW oraz Silo2-M02 – 22kW
Ocena A, czyli stan dobry, przyznawana jest wtedy, gdy różnica poziomu hałasu ΔLWA między pierwszym uruchomieniem a pracą przy pełnym napełnieniu nie przekracza 2%. W tym przypadku tylko dla napędu Silo2-M02 – 22kW ta różnica wynosi dokładnie 1 dB (od 92 do 93 dB), co przekłada się na około 1,1% – mieści się więc w wymaganej normie. Z mojego doświadczenia wynika, że takie wartości są najczęściej spotykane w układach, które są regularnie serwisowane i nie mają elementów zużycia mechanicznego, np. luźnych łożysk czy nieszczelności, które wpływają na wzrost hałasu. Praktyka pokazuje, że ocena stanu technicznego napędu na podstawie poziomu hałasu to bardzo przydatna metoda, bo pozwala wykryć problemy zanim dojdzie do poważnej awarii. Warto pamiętać, że zgodnie z dobrymi praktykami branżowymi regularne rejestrowanie i porównywanie poziomów akustycznych pozwala nie tylko ocenić stan urządzenia, ale też działać zapobiegawczo, zanim usterka się rozwinie. Prawidłowość tej oceny potwierdzają też normy, takie jak PN-EN 60204-1 czy PN-EN ISO 11201, które podkreślają znaczenie monitoringu akustycznego w diagnostyce technicznej maszyn i urządzeń przemysłowych. Jeżeli maszyna trzyma parametry hałasu w zadanych granicach, to z dużym prawdopodobieństwem nie ma ukrytych wad konstrukcyjnych lub poważnych usterek. To naprawdę ważne w codziennej pracy utrzymania ruchu.