Pytanie 1
Uszkodzone kondensatory wskazane na rysunku strzałkami należy zastąpić nowymi o parametrach
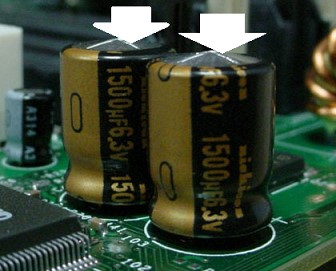
A. 1 500 nF, 63 V
B. 1 500 µF, 63 V
C. 1 500 µF, 6,3 V
D. 1 500 nF, 6,3 V
No to mamy klasykę – uszkodzone kondensatory elektrolityczne na płycie głównej. W tym przypadku chodzi o kondensatory o pojemności 1500 µF i napięciu pracy 6,3 V. To wartości typowe dla obszarów zasilania w komputerach oraz w sprzęcie RTV, gdzie stabilizacja napięcia jest kluczowa, a krótkotrwałe przepięcia nie są rzadkością. Moim zdaniem zawsze warto wymieniać je jeden do jednego – identyczna pojemność i napięcie lub wyższe (ale nie niższe!), bo wtedy nie ryzykujesz błędów w działaniu urządzenia. Z własnego doświadczenia powiem, że czasem kusi, żeby wsadzić kondensator o wyższym napięciu, ale ważniejsza jest pojemność – przy zbyt małej, filtracja napięcia siada, a sprzęt potrafi dziwnie się zachowywać. Taki uszkodzony kondensator, jak tutaj, często ma wybrzuszoną górę i czasem nawet wycieka elektrolit. To jasny sygnał do wymiany. Branżowe standardy (np. IPC-7711/7721) podkreślają, by podczas napraw zwracać uwagę na dokładne dopasowanie parametrów i kierunek polaryzacji! Kondensatory elektrolityczne są biegunowe – minus do minusa, plus do plusa, bo inaczej można narobić niezłego bałaganu. Takie wymiany to codzienność w serwisie elektroniki i świetna okazja, żeby poćwiczyć lutowanie oraz czytanie oznaczeń elementów. Warto to opanować, bo przydaje się i w profesjonalnych naprawach, i w domowych projektach.