Pytanie 1
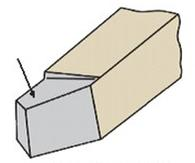
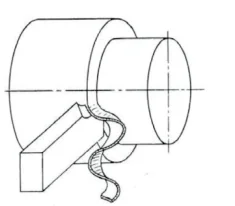
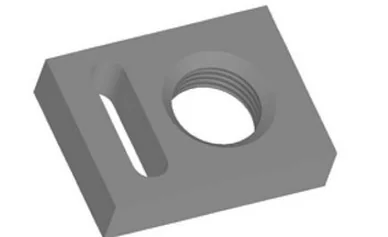
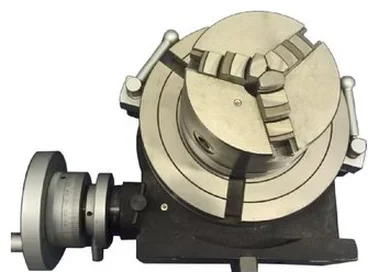
Proces obróbki szybkozłączki pokazanej na zdjęciu nie wymaga wykonania operacji

A. frezowania.
B. dłutowania.
C. wiercenia.
D. radełkowania.
Frezowanie, wiercenie i radełkowanie to operacje obróbcze, które są często stosowane w przemyśle do produkcji elementów metalowych, w tym szybkozłączek. Frezowanie jest procesem, w którym narzędzie obrotowe usuwa materiał z przedmiotu, co pozwala na uzyskanie skomplikowanych kształtów i wykończeń. W przypadku szybkozłączek, frezowanie może być używane do tworzenia różnych profili i powierzchni, które są kluczowe dla ich funkcjonalności. Wiercenie z kolei jest niezbędne do tworzenia otworów, które mogą być wymagane do zamocowania elementów lub do przepływu mediów. Radełkowanie jest procesem, który wykorzystuje narzędzia do formowania gwintów lub krawędzi, co również może być istotne w kontekście szybkozłączek, które muszą zapewnić szczelność i mocne połączenia. Jednakże, gdyby zastosować dłutowanie w kontekście obróbki szybkozłączek, mogłoby to prowadzić do nieefektywności. Dłutowanie, jako technika obróbcza, nie jest odpowiednia dla elementów o regularnych kształtach, ponieważ wymaga precyzyjnego manewrowania narzędziem, co jest czasochłonne i mniej precyzyjne w porównaniu do frezowania czy wiercenia. Kluczowym błędem myślowym jest założenie, że dłutowanie może być wymienione na inne operacje obróbcze w każdej sytuacji, co nie jest zgodne z praktycznymi aspektami inżynieryjnymi. Zrozumienie, kiedy zastosować odpowiednią technikę obróbki, jest kluczowe dla efektywności produkcji oraz jakości końcowego wyrobu.