Pytanie 1
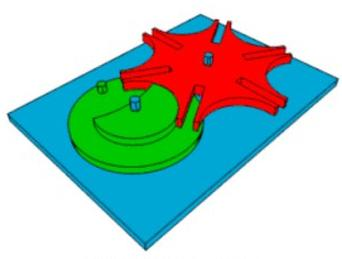
Jaki program jest wykorzystywany do generowania rysunków trójwymiarowych?
A. STEP 7
B. FluidSim
C. AutoCAD
D. PCschematic
AutoCAD to jeden z najpopularniejszych programów do projektowania, który umożliwia tworzenie zarówno rysunków 2D, jak i 3D. Jego funkcjonalność obejmuje szeroki zakres narzędzi, które wspierają projektantów w tworzeniu skomplikowanych modeli trójwymiarowych. Dzięki możliwości pracy w trzech wymiarach, AutoCAD jest wykorzystywany w wielu branżach, takich jak architektura, inżynieria mechaniczna czy projektowanie wnętrz. Przykładowo, architekci mogą tworzyć realistyczne wizualizacje budynków, co ułatwia prezentację projektów klientom oraz wprowadzenie ewentualnych poprawek na etapie koncepcyjnym. Dodatkowo, AutoCAD wspiera współpracę z innymi programami CAD, co jest zgodne z najlepszymi praktykami w branży projektowej. Umożliwia to integrację z innymi danymi i modelami, co znacznie usprawnia proces projektowania.