Pytanie 1
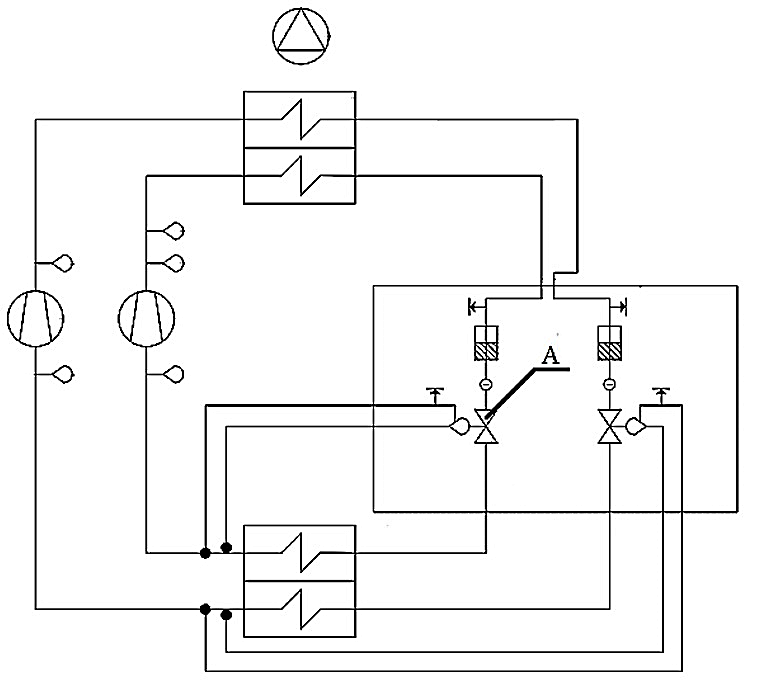
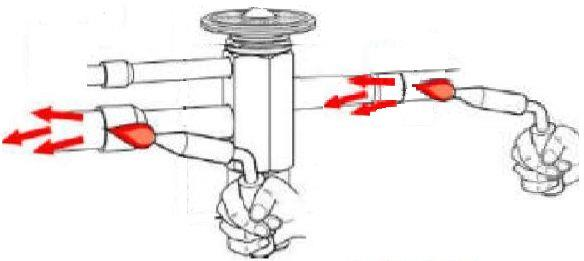
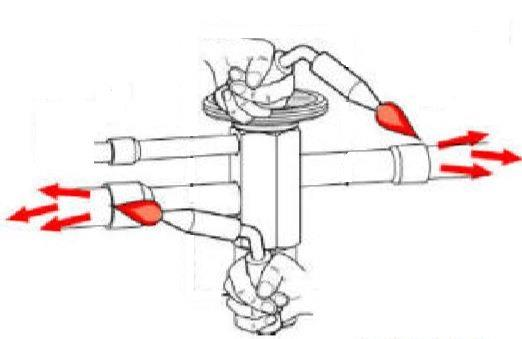
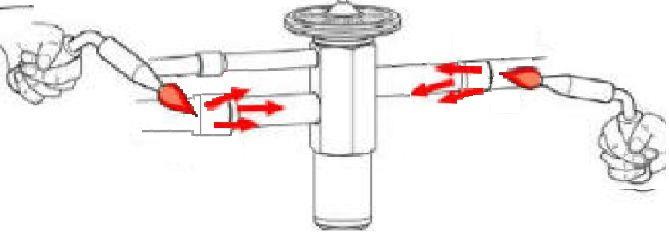
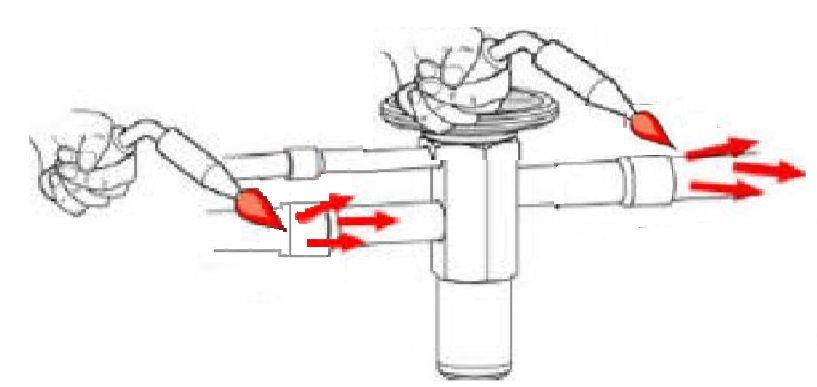
Na zamieszczonym rysunku centrali klimatyzacyjnej element służący do odzysku ciepła oznaczono cyfrą
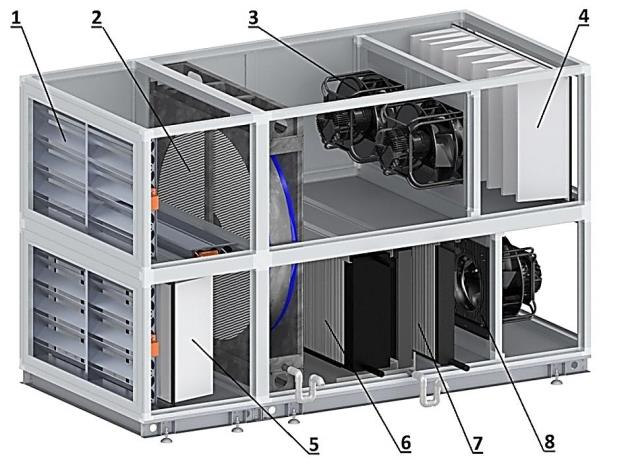
A. 1
B. 7
C. 2
D. 6
Element oznaczony cyfrą 2 to wymiennik do odzysku ciepła, który jest kluczowym podzespołem w każdej nowoczesnej centrali klimatyzacyjnej. W praktyce taki wymiennik, często nazywany rekuperatorem, pozwala na odzyskiwanie energii cieplnej z powietrza wywiewanego i przekazanie jej do powietrza nawiewanego. Dzięki temu znacząco obniża się zapotrzebowanie na energię potrzebną do ogrzewania lub chłodzenia pomieszczeń, co przekłada się na niższe rachunki i mniejsze zużycie energii. W branżowych standardach, takich jak PN-EN 308 czy PN-EN 13053, jasno podkreśla się korzyści wynikające z zastosowania tego typu rozwiązań – to nie tylko ekologia, ale też konkretne oszczędności. W codziennej pracy technika HVAC bardzo często spotyka się z sytuacją, gdzie prawidłowy dobór i eksploatacja wymiennika przekładają się na sprawność całego systemu. W mojej opinii to jedno z tych rozwiązań, które naprawdę robi różnicę w długofalowym użytkowaniu budynku. Jeżeli ktoś interesuje się praktycznymi aspektami odzysku ciepła, warto przejrzeć dane techniczne wymienników krzyżowych czy obrotowych – różnice w sprawności potrafią być spore i zawsze warto to brać pod uwagę przy doborze urządzeń. Fajnie też wiedzieć, że coraz częściej w nowych obiektach wymiennik staje się standardem, a nie luksusem, bo to po prostu się opłaca.