Pytanie 1
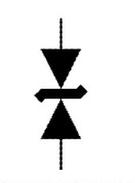
Który symbol graficzny oznacza cewkę przekaźnika o opóźnionym załączaniu?

A. A.
B. D.
C. C.
D. B.
Wybór innej odpowiedzi niż B może prowadzić do nieporozumień dotyczących symboliki stosowanej w schematach elektrycznych. Wiele osób myli symbole cewki przekaźnika o opóźnionym załączaniu z innymi symbolami, co może wynikać z braku znajomości standardów lub błędnego zapoznania się z literaturą fachową. Na przykład, symbol cewki bez dodatkowych elementów nie wskazuje na opóźnienie czasowe, co czyni go niewłaściwym w kontekście przekaźników o takim charakterze. Warto także zauważyć, że niektóre symbole mogą być mylone z oznaczeniami innych elementów elektronicznych, takich jak diody czy kondensatory, co jest szczególnie niebezpieczne w kontekście projektowania układów. Inżynierowie i technicy często stają przed wyzwaniami związanymi z właściwą identyfikacją symboli, co może prowadzić do błędów w montażu i konfiguracji systemów elektrycznych. Również, rozpoznawanie symboli według kontekstu zastosowania jest kluczowe, aby uniknąć nieefektywności w działaniu systemów. Wybór niewłaściwego symbolu lub jego błędna interpretacja mogą prowadzić do awarii systemu, nieprawidłowego jego funkcjonowania, a w skrajnych przypadkach także do zagrożeń dla bezpieczeństwa. Dlatego tak ważne jest, aby każdy specjalista w dziedzinie elektryki był dobrze zaznajomiony z odpowiednimi symbolami oraz ich znaczeniem w kontekście całego systemu. Właściwe odniesienie się do norm, takich jak IEC 60617, jest kluczowe dla zapewnienia prawidłowej komunikacji w projektach elektrycznych.