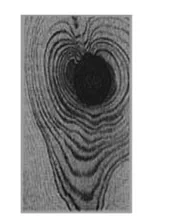
W tym pytaniu łatwo się pomylić, bo wszystkie wymienione operacje kojarzą się z przygotowaniem drewna do wykończenia. Trzeba jednak odróżnić czynności, które podkreślają strukturę drewna, od tych, które ją maskują. Barwienie, czyli bejcowanie, jest jedną z najbardziej klasycznych metod wykończenia, gdy zależy nam na widocznym usłojeniu. Bejca wnika w głąb drewna, reaguje z ligniną i podkreśla kontrast między twardymi i miękkimi partiami słojów. Widać to szczególnie dobrze na dębie, sośnie czy jesionie – po barwieniu rysunek drewna staje się wyraźniejszy, a nie zanika. Dlatego twierdzenie, że powierzchnia z widoczną strukturą nie powinna być barwiona, jest po prostu wbrew praktyce warsztatowej. Podobnie jest z wybielaniem. Wybielanie drewna (chemiczne, np. nadtlenkami, albo optyczne poprzez jasne bejce czy oleje) stosuje się właśnie wtedy, gdy chcemy rozjaśnić kolor, ale jednocześnie zachować rysunek słojów. W nowoczesnych realizacjach skandynawskich, loftowych czy minimalistycznych bardzo często łączy się wyczuwalną pod palcem strukturę drewna z jasnym, wybielonym wykończeniem. Jeżeli zabieg jest poprawnie wykonany – z zachowaniem kolejności: szlifowanie, odpylenie, aplikacja środka wybielającego lub bejcy – struktura nie znika, a wręcz staje się delikatnie bardziej widoczna. Kolejna kwestia to szlifowanie. To absolutna podstawa przygotowania powierzchni, niezależnie od tego, czy chcemy strukturę zachować, czy ją zminimalizować. Dobór gradacji papieru ściernego pozwala kontrolować, jak bardzo powierzchnia będzie wygładzona. Jeżeli chcemy, żeby struktura była wyczuwalna, nie schodzimy do bardzo wysokich gradacji, ale samo szlifowanie jest konieczne, żeby usunąć włókna wzniesione po obróbce, ślady po narzędziach, drobne zadry. Błędne przekonanie, że szlifowanie niszczy strukturę, wynika zwykle z mylenia szlifowania ręcznego lub taśmowego z agresywnym szlifowaniem wyrównującym, gdzie faktycznie można „zajechać” powierzchnię. Kluczowe jest natomiast to, że właśnie szpachlowanie „zamyka” pory, wyrównuje wszystkie dołki i dołeczki i tworzy gładką, mało strukturalną bazę pod powłokę. To jest dobre przy wykończeniach kryjących, lakierach poliuretanowych czy farbach, ale nie przy powierzchniach, gdzie ma być widoczna i wyczuwalna struktura drewna. Typowy błąd myślowy polega na traktowaniu każdej nierówności jako wady, którą trzeba zaszpachlować. W stolarstwie dekoracyjnym często jest odwrotnie: lekko wyczuwalna struktura jest zaletą, a nie defektem, dlatego nie dąży się do „idealnej gładzi”, tylko do estetycznej, równomiernej, ale nadal naturalnej faktury.