Pytanie 1
Noniusz suwmiarki przedstawionej na rysunku umożliwia pomiar z dokładnością do
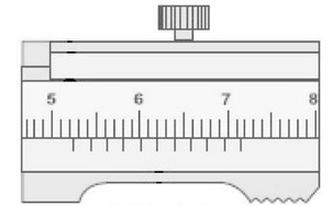
A. 0,05 mm
B. 0,10 mm
C. 0,01 mm
D. 0,02 mm
Wybór odpowiedzi wskazujących na dokładności 0,01 mm, 0,02 mm lub 0,05 mm wynika z powszechnego błędnego założenia, że noniusz suwmiarki oferuje dokładności porównywalne z bardziej precyzyjnymi przyrządami pomiarowymi, takimi jak mikrometry. Rzeczywistość jest jednak taka, że suwmiarki, mimo swojej wszechstronności i użyteczności, są zaprojektowane z myślą o pomiarach o ograniczonej precyzji. Zrozumienie funkcji noniusza jest kluczowe; jego zadaniem jest umożliwienie odczytu wartości pomiarowej z mniejszą jednostką miary, a w przypadku standardowych suwmiarki jego zastosowanie pozwala na uzyskanie precyzji na poziomie 0,10 mm. Warto zwrócić uwagę, że powszechnie stosowane przekroczenie granicy dokładności może prowadzić do błędnych wyników, co jest szczególnie niepożądane w branżach wymagających ścisłych tolerancji. Innym częstym błędem jest nadmierna pewność co do możliwości pomiarowych narzędzi, co może skłonić do ignorowania rzeczywistych ograniczeń suwmiarki. Ponadto, w praktyce, nieprawidłowe ustawienie narzędzia podczas pomiaru także może skutkować odczytem, który sugeruje większą dokładność niż ta, którą faktycznie oferuje narzędzie. Wnioskując, kluczowe jest zarówno zrozumienie, jak i umiejętność dostosowania narzędzi pomiarowych do ich rzeczywistych zdolności, aby uniknąć błędnych interpretacji związanych z jakością pomiarów.