Pytanie 1
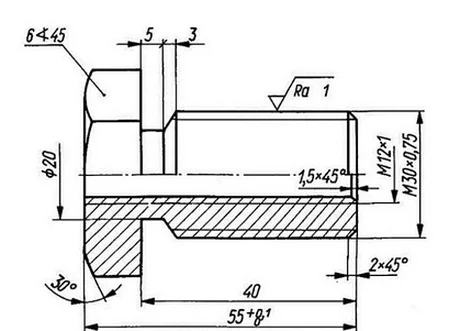
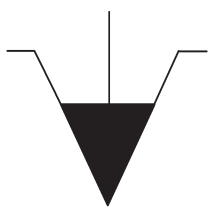
Na rysunku przedstawiono trzpień frezarski
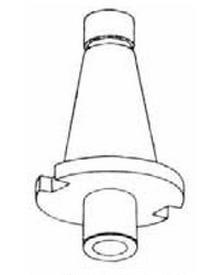
A. wydłużony.
B. zabierakowy.
C. długi.
D. środkujący.
Wybór niewłaściwego typu trzpienia frezarskiego może prowadzić do poważnych problemów w procesach obróbczych. Odpowiedzi, które wskazują na trzpień środkujący, wydłużony lub długi, nie uwzględniają specyfiki zastosowania narzędzi skrawających. Trzpień środkujący zazwyczaj służy do precyzyjnego centrowania narzędzi, co jest istotne w przypadku obróbki otworów, jednak nie ma on zabieraka, który jest kluczowy w przenoszeniu momentu obrotowego. Z kolei trzpień wydłużony, mimo że może być użyty w specyficznych sytuacjach, nie ma zastosowania w kontekście narzędzi zabierakowych. Wydłużenie trzpienia wpływa na stabilność i może prowadzić do zwiększonych drgań, co negatywnie wpływa na jakość obróbki. Podobnie, trzpień długi nie jest właściwym rozwiązaniem, ponieważ nie ma on funkcji zabierakowej, a jego użycie w obróbce może również generować problemy z precyzją. Kluczowym błędem myślowym jest brak zrozumienia, jak różne rodzaje trzpieni wpływają na efektywność obróbki oraz jakie są ich specyficzne zastosowania w odniesieniu do narzędzi skrawających. W kontekście standardów branżowych, wybór niewłaściwego trzpienia może prowadzić do niezgodności z normami jakości, co z kolei może skutkować wadami produktów i zwiększonymi kosztami produkcji.