Pytanie 1
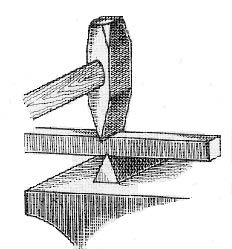
W celu zgrzania elementów stalowych poprzez kucie, należy je nagrzać do uzyskania barwy
A. jasnoczerwonej.
B. oślepiająco białej.
C. jasnożółtej.
D. ciemnoczerwonej.
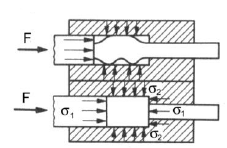
Podczas kucia stali, czyli tzw. zgrzewania przez kucie, kluczowe jest osiągnięcie odpowiedniej temperatury elementów. W praktyce fachowcy rozpoznają ją po barwie rozgrzanego metalu. Odpowiednia do zgrzewania stalowych elementów jest barwa oślepiająco biała — to oznacza, że stal ma wtedy temperaturę w granicach 1300–1400°C, a nawet wyżej. Właśnie wtedy materiał staje się wystarczająco plastyczny, by pod wpływem uderzeń młota lub prasy doszło do złączenia krystalicznej struktury obu elementów, praktycznie bez widocznej linii łączenia. Z mojego doświadczenia wynika, że jeśli stal jest za słabo nagrzana (np. tylko jasnoczerwona), to nie będzie odpowiednio plastyczna i połączenie nie wyjdzie solidnie. Z kolei zbyt długie grzanie, szczególnie w okolicach bieli, wymaga wprawy — łatwo wtedy przegrzać stal i spowodować wypalenie powierzchni, ale przy zgrzewaniu, to właśnie ta biała barwa daje największą szansę na dobre, trwałe połączenie. Warto pamiętać, że zawodowcy w kuźniach i warsztatach zawsze kierują się zarówno praktyką, jak i zaleceniami norm (np. PN-EN 10250-1), które wskazują optymalne zakresy temperatury zgrzewania. Współczesna automatyka często mierzy temperaturę dokładnie, ale nawet dziś wielu rzemieślników woli polegać na własnym oku i ocenie barwy żaru. Dla każdego, kto chce dobrze kuć stal i mieć pewność połączenia, rozpoznanie tej oślepiająco białej barwy to podstawa i jedna z ważniejszych umiejętności w zawodzie.