Pytanie 1
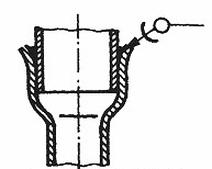
Na rysunku przedstawiono operację
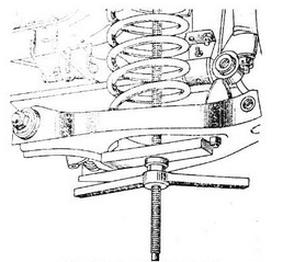
A. montażu sprężyny za pomocą przyrządu śrubowego.
B. regeneracji sprężyny.
C. montażu sprężyny za pomocą przyrządu dźwigniowego.
D. kontroli wytrzymałości sprężyny na ściskanie.
Każda z pozostałych odpowiedzi wskazuje na szereg nieporozumień dotyczących procesu montażu sprężyn. Kontrola wytrzymałości sprężyny na ściskanie, mimo że jest istotnym zagadnieniem w inżynierii, nie ma związku z montażem. Proces ten koncentruje się na testowaniu materiału, a nie na jego instalacji. Użycie dźwigniowego przyrządu do montażu sprężyny wskazuje na brak zrozumienia zasad działania tych mechanizmów. Dźwignie mają swoje zastosowania, jednak w kontekście montażu sprężyn, ich użycie często prowadzi do błędnych ustawień napięcia, co może skutkować nieprawidłowym działaniem całego układu. Regeneracja sprężyny, z kolei, jest procesem całkowicie odmiennym, który dotyczy przywracania sprężyny do stanu użyteczności po zużyciu lub uszkodzeniu. Nieprawidłowe wyciąganie wniosków z rysunku oraz mylenie procesów montażowych z innymi operacjami mogą prowadzić do poważnych problemów w praktyce inżynieryjnej, takich jak nieprawidłowe działanie urządzeń czy nawet awarie. Zrozumienie różnicy między montażem, kontrolą a regeneracją jest kluczowe dla skutecznego i bezpiecznego projektowania oraz eksploatacji systemów mechanicznych.