Pytanie 1
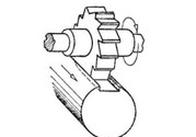
Jaki rodzaj obróbki skrawaniem przedstawiono na rysunku?
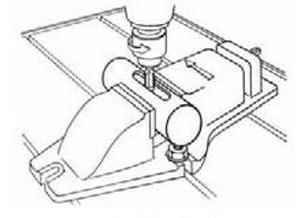
A. Frezowanie rowka wpustowego.
B. Dłutowani e rowka teowego.
C. Szlifowanie wałka.
D. Frezowanie otworu prostokątnego.
Odpowiedzi takie jak frezowanie otworów prostokątnych, dłutowanie rowków teowych oraz szlifowanie wałków są nieprawidłowe, ponieważ skupiają się na procesach obróbczych, które nie odpowiadają przedstawionemu na rysunku procesowi frezowania rowka wpustowego. Frezowanie otworów prostokątnych polega na usuwaniu materiału w celu uzyskania otworów o prostokątnym kształcie, co wymaga innego typu narzędzi niż te używane w frezowaniu rowków wpustowych. Dłutowanie rowków teowych to technika, która z reguły opiera się na użyciu dłuta, a nie freza, co znacznie różni się od opisanego procesu. Szlifowanie wałków jest operacją mającą na celu uzyskanie gładkości powierzchni, co wymaga innego podejścia, a także innych narzędzi i parametrów obróbczych. Warto zauważyć, że zrozumienie różnic między tymi technikami jest kluczowe dla prawidłowego doboru narzędzi i metod obróbczych. Dlatego ważne jest, aby przed przystąpieniem do obróbki zapoznać się z różnorodnymi technikami skrawania i ich specyfiką, aby uniknąć pomyłek w ocenie procesów obróbczych.