Pytanie 1
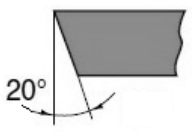
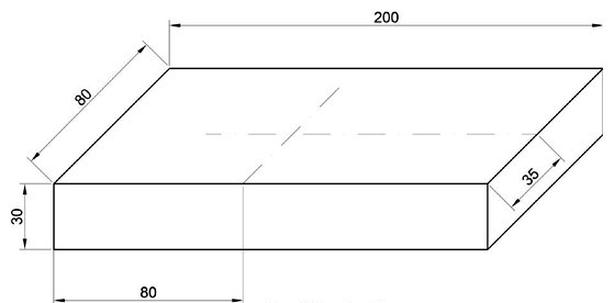
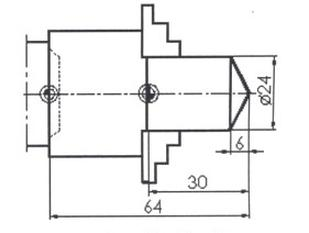
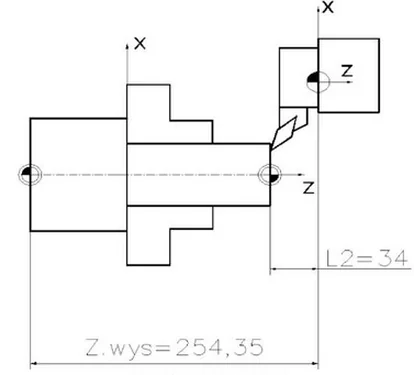
Do ustalenia i zamocowania przedmiotu obrabianego przedstawionego na rysunku użyto
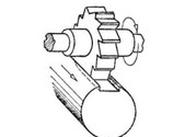
A. zabieraka chomątkowego i kła obrotowego.
B. zabieraka czołowego i kła stałego.
C. zabieraka czołowego i kła obrotowego.
D. zabieraka chomątkowego i kła stałego.
Zabierak czołowy i kieł obrotowy to standardowe elementy mocujące stosowane w obróbce skrawaniem, które zapewniają stabilność i precyzję podczas pracy na przedmiocie obrabianym. Zabierak czołowy, umieszczony na przedniej części przedmiotu, znajduje zastosowanie szczególnie w operacjach, gdzie istotne jest zapewnienie odpowiedniego nacisku i stabilności w osi obrotu. Kieł obrotowy natomiast umożliwia swobodne obracanie przedmiotu, co jest kluczowe w procesach takich jak toczenie, gdzie wymagana jest wysoka precyzja i równomierne skrawanie. W praktyce, dobre praktyki w obróbce skrawaniem zalecają użycie zabierków czołowych w połączeniu z kłami obrotowymi w celu uzyskania optymalnej wydajności i jakości powierzchni obrabianej. Warto również wspomnieć, że stosowanie tych elementów jest zgodne z normami branżowymi, co zapewnia bezpieczeństwo i efektywność procesów obróbczych.